Štampana ploča– ovo je dielektrična podloga na čijoj su površini iu zapremini postavljene provodne staze u skladu sa električnim krugom. Štampana ploča je namenjena za mehaničko pričvršćivanje i električno povezivanje provodnika elektronskih i električnih proizvoda koji su na njoj instalirani lemljenjem.
Operacije izrezivanja radnog komada od stakloplastike, bušenja rupa i graviranja štampane ploče radi dobijanja strujnih tragova, bez obzira na način nanošenja šare na štampanu ploču, izvode se po istoj tehnologiji.
Tehnologija ručne primjene
PCB staze
Priprema šablona
Papir na kojem je nacrtan raspored štampane ploče je obično tanak i za preciznije bušenje rupa, posebno kada se koristi ručna domaća bušilica, kako burgija ne bi vodila u stranu, potrebno je da bude deblja. . Da biste to učinili, trebate zalijepiti dizajn tiskane ploče na deblji papir ili tanak debeli karton pomoću bilo kojeg ljepila, kao što je PVA ili Moment.

Rezanje radnog komada
Odabire se blanko folijskog laminata od stakloplastike odgovarajuće veličine, šablon za štampanu ploču se nanosi na prazninu i ocrtava po obodu markerom, mekom olovkom ili označavanjem oštrim predmetom.

Zatim se laminat od stakloplastike reže po označenim linijama metalnim škarama ili pili nožnom pilom. Makaze brže seku i nema prašine. Ali moramo uzeti u obzir da se pri rezanju škarama stakloplastika snažno savija, što donekle pogoršava čvrstoću prianjanja bakrene folije i ako elemente treba ponovno lemiti, tragovi se mogu oljuštiti. Stoga, ako je ploča velika i ima vrlo tanke tragove, onda je bolje izrezati je pomoću nožne pile.

Predložak uzorka tiskane ploče zalijepljen je na izrezani radni komad pomoću ljepila Moment, čije se četiri kapi nanose na uglove obratka.

Budući da se ljepilo veže za samo nekoliko minuta, možete odmah početi bušiti rupe za radio komponente.
Bušenje rupa
Najbolje je bušiti rupe pomoću posebne mini bušilice sa karbidnom bušilicom promjera 0,7-0,8 mm. Ako mini bušilica nije dostupna, tada možete bušiti rupe bušilicom male snage pomoću jednostavne bušilice. Ali kada radite s univerzalnom ručnom bušilicom, broj slomljenih bušilica ovisit će o tvrdoći vaše ruke. Definitivno nećete moći proći samo sa jednom vježbom.

Ako ne možete da stegnete bušilicu, njenu dršku možete omotati sa nekoliko slojeva papira ili jednim slojem brusnog papira. Možete čvrsto omotati tanku metalnu žicu oko drške, okretati do okretanja.

Nakon završetka bušenja provjerite da li su sve rupe izbušene. To se može jasno vidjeti ako pogledate štampanu ploču do svjetla. Kao što vidite, rupa nema.
Primjena topografskog crteža
Kako bi se mjesta folije na fiberglas laminatu koja će biti provodne staze zaštitila od razaranja tokom jetkanja, moraju se prekriti maskom koja je otporna na otapanje u vodenom rastvoru. Za praktičnost crtanja staza, bolje ih je unaprijed označiti mekom olovkom ili markerom.
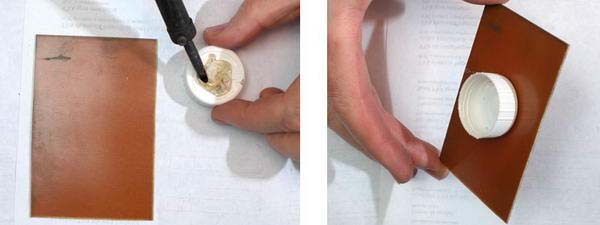
Prije nanošenja oznaka potrebno je ukloniti tragove ljepila kojim je zalijepljen šablon za štampanu ploču. S obzirom da se ljepilo nije puno stvrdnulo, lako se može ukloniti valjanjem prstom. Površina folije se također mora odmastiti krpom bilo kojim sredstvom, na primjer acetonom ili bijelim alkoholom (tzv. pročišćeni benzin), ili bilo kojim deterdžentom za pranje posuđa, na primjer Ferry.

Nakon označavanja tragova tiskane ploče, možete početi primjenjivati njihov dizajn. Bilo koji vodootporni emajl je prikladan za crtanje staza, na primjer alkidni emajl serije PF, razrijeđen do odgovarajuće konzistencije s bijelim alkoholnim rastvaračem. Puteve možete crtati različitim alatima - staklenom ili metalnom olovkom za crtanje, medicinskom iglom, pa čak i čačkalicom. U ovom članku ću vam reći kako nacrtati tragove na ploči pomoću olovke za crtanje i balerinke, koje su dizajnirane za crtanje na papiru tintom.

Ranije nije bilo kompjutera i svi crteži su crtani jednostavnim olovkama na whatman papiru, a zatim tintom prenošeni na paus papir, sa kojeg su se kopirale pomoću kopir mašina.
Crtanje počinje kontaktnim jastučićima, koji se crtaju balerinom. Da biste to učinili, trebate podesiti razmak kliznih čeljusti daske za crtanje balerine na potrebnu širinu linije i za podešavanje promjera kruga izvršiti podešavanje drugim vijkom, pomičući oštricu za crtanje od ose rotacija.
Zatim se daska za crtanje balerine četkom ispuni bojom do dužine 5-10 mm. Za nanošenje zaštitnog sloja na štampanu ploču, PF ili GF boja je najprikladnija, jer se sporo suši i omogućava tihi rad. Može se koristiti i boja marke NTs, ali je s njom teško raditi jer se brzo suši. Boja treba dobro prianjati i ne širiti se. Prije farbanja, trebate razrijediti boju do tečne konzistencije, dodajući joj malo po malo odgovarajući rastvarač uz snažno miješanje i pokušavajući slikati na komadićima stakloplastike. Za rad s bojom najpogodnije je uliti je u bočicu laka za manikuru, u čijem je zavoju ugrađena četka otporna na otapala.
Nakon podešavanja ploče za crtanje balerinke i dobivanja potrebnih parametara linije, možete početi primjenjivati kontaktne podloge. Da biste to učinili, oštar dio osi se ubacuje u rupu i baza balerine se okreće u krug.

Pravilnim postavljanjem olovke za crtanje i željenom konzistencijom boje oko rupa na štampanoj ploči dobijaju se savršeno okrugli krugovi. Kada balerina počne loše da slika, preostala osušena boja se krpom uklanja iz otvora na ploči za crtanje i crta se puni svežom bojom. Za crtanje svih rupa na ovoj štampanoj ploči sa krugovima bila su potrebna samo dva punjenja olovke za crtanje i ne više od dve minute vremena.
Nakon što su okrugli jastučići na ploči nacrtani, možete početi crtati provodljive staze koristeći ručnu olovku za crtanje. Priprema i podešavanje ručne ploče za crtanje ne razlikuje se od pripreme balerine.
Jedino što je dodatno potrebno je ravno ravnalo, sa komadima gume debljine 2,5-3 mm zalijepljenim na jednu od njegovih strana duž ivica, tako da ravnalo ne klizi tokom rada i fiberglas, bez dodirivanja ravnala, može slobodno da prolazi ispod njega. Drveni trokut je najprikladniji kao ravnalo, stabilan je i istovremeno može poslužiti kao oslonac za ruku pri crtanju tiskane ploče.

Kako bi spriječili klizanje štampane ploče pri crtanju tragova, preporučljivo je da je postavite na list brusnog papira koji se sastoji od dva lista brusnog papira zapečaćena zajedno sa stranama papira.

Ako dođu u kontakt prilikom crtanja staza i krugova, onda ne biste trebali poduzimati nikakve mjere. Morate pustiti da se boja na štampanoj ploči osuši do stanja u kojem se ne mrlje kada se dodirne i vrhom noža uklonite višak dizajna. Da bi se boja brže osušila, ploču treba staviti na toplo mjesto, na primjer, zimi na radijator. Ljeti - pod zracima sunca.

Kada je dizajn na tiskanoj ploči u potpunosti primijenjen i svi nedostaci su ispravljeni, možete nastaviti s graviranjem.
Tehnologija dizajna štampanih ploča
pomoću laserskog štampača
Prilikom štampanja na laserskom štampaču, slika formirana tonerom se, zbog elektrostatike, prenosi sa foto bubnja na kojem je laserski snop nacrtao sliku na papir. Toner se drži na papiru, čuvajući sliku, samo zahvaljujući elektrostatici. Za fiksiranje tonera papir se valja između valjaka, od kojih je jedan termo peć zagrijana na temperaturu od 180-220°C. Toner se topi i prodire u teksturu papira. Kada se ohladi, toner se stvrdne i čvrsto prianja na papir. Ako se papir ponovo zagreje na 180-220°C, toner će ponovo postati tečan. Ovo svojstvo tonera se koristi za prenošenje slika strujnih staza na štampanu ploču kod kuće.
Nakon što je datoteka sa dizajnom PCB-a spremna, potrebno je da je odštampate laserskim štampačem na papir. Imajte na umu da se slika crteža štampane ploče za ovu tehnologiju mora gledati sa strane na kojoj su dijelovi ugrađeni! Inkjet štampač nije pogodan za ove svrhe, jer radi na drugom principu.
Priprema papirnog šablona za prenošenje dizajna na štampanu ploču
Ako dizajn tiskane ploče odštampate na običnom papiru za uredsku opremu, tada će zbog svoje porozne strukture toner prodrijeti duboko u tijelo papira i kada se toner prenese na tiskanu ploču, većina će ostati u novinama. Osim toga, pojavit će se poteškoće pri uklanjanju papira sa štampane ploče. Morat ćete ga namakati u vodi duže vrijeme. Stoga vam je za pripremu fotomaske potreban papir koji nema poroznu strukturu, na primjer, foto papir, podloga od samoljepljivih filmova i naljepnica, paus papir, stranice iz sjajnih časopisa.
Koristim stari papir za pausiranje kao papir za štampanje dizajna PCB-a. Paus papir je vrlo tanak i nemoguće je direktno na njega odštampati šablon, u štampaču se zgužva. Da biste riješili ovaj problem, prije ispisa trebate nanijeti kap bilo kojeg ljepila na komad paus papira potrebne veličine u uglovima i zalijepiti ga na list uredskog papira A4.

Ova tehnika vam omogućava da štampate dizajn štampane ploče čak i na najtanjem papiru ili filmu. Da bi debljina tonera crteža bila maksimalna, prije štampanja potrebno je konfigurisati “Svojstva štampača” tako što ćete isključiti ekonomični režim štampanja, a ako ova funkcija nije dostupna, izaberite najgrublji tip papira, za na primjer karton ili nešto slično. Sasvim je moguće da prvi put nećete dobiti dobar otisak i morat ćete malo eksperimentirati da pronađete najbolji način ispisa za vaš laserski pisač. U rezultirajućem otisku dizajna, staze i kontaktne pločice tiskane ploče moraju biti gusti bez praznina ili mrlja, jer je retuširanje u ovoj tehnološkoj fazi beskorisno.

Ostaje samo da izrežete paus papir po konturi i šablon za izradu štampane ploče će biti spreman i možete preći na sledeći korak, prenošenje slike na laminat od fiberglasa.
Prenošenje dizajna sa papira na fiberglas
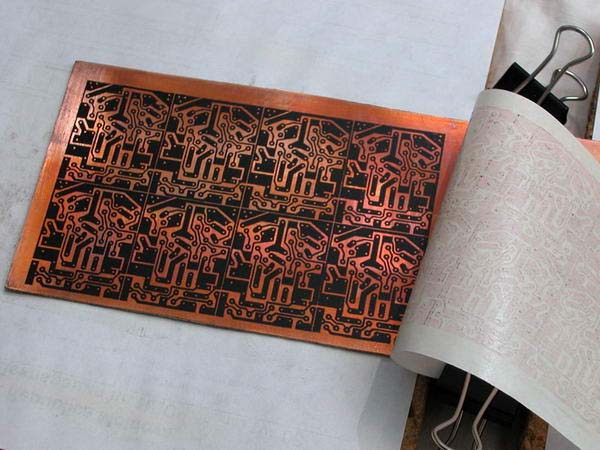
Prenošenje dizajna štampane ploče je najkritičniji korak. Suština tehnologije je jednostavna: papir, sa stranom odštampanog uzorka tragova štampane ploče, nanosi se na bakarnu foliju od fiberglasa i pritiska velikom snagom. Zatim se ovaj sendvič zagrije na temperaturu od 180-220°C, a zatim ohladi na sobnu temperaturu. Papir se otkine, a dizajn ostaje na štampanoj ploči.
Neki majstori predlažu prenošenje dizajna s papira na tiskanu ploču pomoću električne pegle. Isprobao sam ovu metodu, ali rezultat je bio nestabilan. Teško je istovremeno osigurati da se toner zagrije na potrebnu temperaturu i da se papir ravnomjerno pritisne na cijelu površinu tiskane ploče kada se toner stvrdne. Kao rezultat toga, uzorak se ne prenosi u potpunosti i ostaju praznine u uzorku staza na štampanoj ploči. Možda se pegla nije dovoljno zagrejala, iako je regulator bio podešen na maksimalno zagrevanje pegle. Nisam želio da otvorim peglu i ponovo konfigurišem termostat. Stoga sam koristio drugu tehnologiju, manje radno intenzivnu i davala je stopostotne rezultate.
Na komad folijskog stakloplastičnog laminata izrezan na veličinu štampane ploče i odmašćen acetonom, zalijepio sam paus papir sa otisnutim uzorkom u uglovima. Na paus papir sam stavio, za ravnomjerniji pritisak, pete listova kancelarijskog papira. Dobiveni paket stavljen je na list šperploče i odozgo prekriven limom iste veličine. Cijeli ovaj sendvič stegnut je maksimalnom snagom u stezaljkama.

Ostaje samo zagrijati pripremljeni sendvič na temperaturu od 200°C i ohladiti. Električna pećnica s regulatorom temperature idealna je za grijanje. Dovoljno je da kreiranu strukturu stavite u ormarić, sačekate da dostigne zadatu temperaturu i nakon pola sata uklonite ploču da se ohladi.

Ako nemate električnu pećnicu, možete koristiti plinsku pećnicu podešavanjem temperature pomoću gumba za dovod plina pomoću ugrađenog termometra. Ako nema termometra ili je neispravan, onda mogu pomoći žene, prikladan je položaj kontrolnog dugmeta na kojem se peku pite.

Pošto su krajevi šperploče bili iskrivljeni, za svaki slučaj sam ih stegnuo dodatnim stezaljkama. Da biste izbjegli ovu pojavu, bolje je stegnuti tiskanu ploču između metalnih limova debljine 5-6 mm. Možete izbušiti rupe u njihovim uglovima i stegnuti štampane ploče, zategnuti ploče pomoću vijaka i matica. M10 će biti dovoljno.
Nakon pola sata, struktura se dovoljno ohladila da se toner stvrdne i ploča se može ukloniti. Već na prvi pogled na uklonjenu štampanu ploču postaje jasno da je toner savršeno prešao sa paus papira na ploču. Paus papir čvrsto i ravnomerno pristaje duž linija odštampanih tragova, prstenova kontaktnih pločica i slova za obeležavanje.

Paus papir se lako skida sa gotovo svih tragova štampane ploče, a preostali paus papir je uklonjen vlažnom krpom. Ali ipak je bilo praznina na nekoliko mjesta na štampanim stazama. To se može dogoditi kao rezultat neravnomjernog otiska sa štampača ili preostale prljavštine ili korozije na foliji od fiberglasa. Praznine se mogu prefarbati bilo kojom vodootpornom bojom, lakom za manikir ili retuširati markerom.

Da biste provjerili prikladnost markera za retuširanje štampane ploče, potrebno je da njime povučete linije na papiru i navlažite papir vodom. Ako se linije ne zamute, onda je prikladan marker za retuširanje.

Najbolje je nagrizati tiskanu ploču kod kuće u otopini željeznog klorida ili vodikovog peroksida s limunskom kiselinom. Nakon jetkanja, toner se lako može ukloniti sa odštampanih tragova štapićem natopljenim acetonom.
Zatim se izbuše rupe, provodne staze i kontaktne jastučiće kalajišu, a radioelementi zaptivaju.

Ovako izgleda štampana ploča sa ugrađenim radio komponentama. Rezultat je napajanje i sklopna jedinica za elektronski sistem, koja nadopunjuje običan toalet sa funkcijom bidea.
PCB graviranje
Za uklanjanje bakrene folije sa nezaštićenih područja folijenog laminata od stakloplastike prilikom izrade štampanih ploča kod kuće, radio amateri obično koriste hemijsku metodu. Štampana ploča se stavlja u rastvor za jetkanje i, usled hemijske reakcije, bakar nezaštićen maskom se rastvara.
Recepti za rastvore za kiseljenje
Ovisno o dostupnosti komponenti, radio amateri koriste jedno od rješenja navedenih u donjoj tabeli. Rješenja za jetkanje su raspoređena prema popularnosti njihove upotrebe od strane radio-amatera kod kuće.
| Naziv rješenja | Compound | Količina | Tehnologija kuvanja | Prednosti | Nedostaci |
|---|---|---|---|---|---|
| Vodikov peroksid plus limunska kiselina | Vodikov peroksid (H 2 O 2) | 100 ml | Otopite limunsku kiselinu i kuhinjsku sol u 3% otopini vodikovog peroksida. | Dostupnost komponenti, velika brzina jetkanja, sigurnost | Nije pohranjeno |
| Limunska kiselina (C 6 H 8 O 7) | 30 g | ||||
| kuhinjska so (NaCl) | 5 g | ||||
| Vodeni rastvor željeznog hlorida | voda (H2O) | 300 ml | Otopiti željezni hlorid u toploj vodi | Dovoljna brzina jetkanja, višekratna upotreba | Niska dostupnost željeznog hlorida |
| feri hlorid (FeCl 3) | 100 g | Vodikov peroksid plus hlorovodonična kiselina | Vodikov peroksid (H 2 O 2) | 200 ml | Sipajte 10% hlorovodonične kiseline u 3% rastvor vodonik peroksida. | Visoka stopa jetkanja, za višekratnu upotrebu | Potrebna je velika njega |
| hlorovodonična kiselina (HCl) | 200 ml | ||||
| Vodeni rastvor bakar sulfata | voda (H2O) | 500 ml | U vrućoj vodi (50-80°C) otopiti kuhinjsku sol, a zatim i bakar sulfat | Dostupnost komponenti | Toksičnost bakar sulfata i sporo jetkanje, do 4 sata |
| Bakar sulfat (CuSO 4) | 50 g | ||||
| kuhinjska so (NaCl) | 100 g | ||||
Urezati štampane ploče metalni pribor nije dozvoljen. Da biste to učinili, trebate koristiti posudu od stakla, keramike ili plastike. Korišteni rastvor za jetkanje može se odložiti u kanalizacioni sistem.
Otopina za nagrizanje vodikovog peroksida i limunske kiseline
Otopina na bazi vodikovog peroksida s otopljenom limunskom kiselinom je najsigurnija, najpristupačnija i najbrže djelotvorna. Od svih navedenih rješenja ovo je najbolje po svim kriterijima.

Vodikov peroksid se može kupiti u bilo kojoj ljekarni. Prodaje se u obliku tekuće 3% otopine ili tableta koje se nazivaju hidroperit. Da biste dobili tečnu 3% otopinu vodikovog peroksida iz hidroperita, potrebno je otopiti 6 tableta težine 1,5 grama u 100 ml vode.
Limunska kiselina u obliku kristala prodaje se u bilo kojoj trgovini, pakirana u vrećice od 30 ili 50 grama. Kuhinjska so se može naći u svakom domu. 100 ml otopine za jetkanje dovoljno je za uklanjanje bakrene folije debljine 35 mikrona sa štampane ploče površine 100 cm 2. Korišteni rastvor se ne skladišti i ne može se ponovo koristiti. Inače, limunska kiselina se može zamijeniti octenom kiselinom, ali zbog njenog oštrog mirisa morat ćete nagrizati tiskanu ploču na otvorenom.
Rastvor za kiseljenje željeznog klorida
Druga najpopularnija otopina za jetkanje je vodena otopina željeznog klorida. Ranije je bio najpopularniji, jer je željezni klorid bilo lako nabaviti u bilo kojem industrijskom poduzeću.

Otopina za jetkanje nije zahtjevna za temperaturu, dovoljno se brzo jetka, ali brzina jetkanja opada kako se troše željezni klorid u otopini.

Željezni hlorid je vrlo higroskopan i stoga brzo upija vodu iz zraka. Kao rezultat, na dnu tegle se pojavljuje žuta tekućina. To ne utječe na kvalitetu komponente i takav željezni klorid je pogodan za pripremu otopine za jetkanje.
Ako se korištena otopina željeznog klorida čuva u hermetički zatvorenoj posudi, može se više puta koristiti. Podložno regeneraciji, samo sipajte željezne eksere u otopinu (oni će odmah biti prekriveni labavim slojem bakra). Ako dospije na bilo koju površinu, ostavlja žute mrlje koje se teško uklanjaju. Trenutno se otopina željeznog klorida rjeđe koristi za proizvodnju tiskanih ploča zbog visoke cijene.
Otopina za jetkanje na bazi vodikovog peroksida i hlorovodonične kiseline
Odlično rješenje za jetkanje, pruža veliku brzinu jetkanja. Hlorovodonična kiselina se uz snažno mešanje u tankom mlazu sipa u 3% vodeni rastvor vodikovog peroksida. Neprihvatljivo je sipati vodikov peroksid u kiselinu! Ali, zbog prisustva hlorovodonične kiseline u rastvoru za jetkanje, pri nagrizanju ploče mora biti velika pažnja, jer rastvor nagriza kožu ruku i kvari sve sa čime dođe u kontakt. Iz tog razloga se ne preporučuje korištenje otopine za jetkanje sa klorovodičnom kiselinom kod kuće.
Rastvor za jetkanje na bazi bakar sulfata
Metoda proizvodnje tiskanih ploča pomoću bakrenog sulfata obično se koristi ako je nemoguće proizvesti rješenja za jetkanje na bazi drugih komponenti zbog njihove nepristupačnosti. Bakar sulfat je pesticid i široko se koristi za kontrolu štetočina u poljoprivredi. Osim toga, vrijeme jetkanja štampane ploče je do 4 sata, pri čemu je potrebno održavati temperaturu otopine na 50-80°C i osigurati stalnu promjenu otopine na površini koja se jekuje.
PCB tehnologija graviranja
Za jetkanje ploče u bilo kojem od gore navedenih rješenja za jetkanje pogodno je stakleno, keramičko ili plastično posuđe, na primjer od mliječnih proizvoda. Ako nemate pri ruci odgovarajuću veličinu posude, možete uzeti bilo koju kutiju od debelog papira ili kartona odgovarajuće veličine i obložiti je iznutra plastičnom folijom. U posudu se ulijeva otopina za jetkanje i na njenu površinu pažljivo se postavlja štampana ploča, uzorkom prema dolje. Zbog sile površinske napetosti tečnosti i njene male težine, daska će plutati.

Radi praktičnosti, možete zalijepiti plastični čep za bocu na sredinu ploče instant ljepilom. Pluta će istovremeno služiti kao ručka i plovak. Ali postoji opasnost da se na ploči formiraju mjehurići zraka i da se bakar ne ugravira na tim mjestima.

Da biste osigurali ravnomjerno nagrizanje bakra, možete postaviti štampanu ploču na dno posude sa šarom okrenutom prema gore i povremeno protresti ladicu rukom. Nakon nekog vremena, ovisno o otopini za jetkanje, počeće se pojavljivati područja bez bakra, a zatim će se bakar potpuno otopiti na cijeloj površini tiskane ploče.

Nakon što se bakar potpuno otopi u otopini za jetkanje, štampana ploča se uklanja iz kade i temeljito ispere pod tekućom vodom. Toner se uklanja sa tragova krpom natopljenom acetonom, a boja se lako uklanja krpom namočenom u rastvarač koji je dodat boji da bi se dobila željena konzistencija.
Priprema štampane ploče za ugradnju radio komponenti
Sljedeći korak je priprema štampane ploče za ugradnju radio elemenata. Nakon uklanjanja boje sa ploče, tragove je potrebno izbrusiti kružnim pokretima finim brusnim papirom. Nema potrebe da se zanosite, jer su bakrene staze tanke i lako se bruse. Dovoljno je samo nekoliko prolaza abrazivom uz lagani pritisak.

Zatim su strujne staze i kontaktne ploče štampane ploče premazane alkoholno-kolofonijskim fluksom i kalajisane mekim lemom pomoću eklektičkog lemilice. Da biste spriječili da rupe na štampanoj ploči budu prekrivene lemom, potrebno je malo toga nanijeti na vrh lemilice.

Nakon završetka proizvodnje štampane ploče, ostaje samo da se radio komponente umetnu na predviđena mesta i zalemite njihove vodove na jastučiće. Prije lemljenja, noge dijelova moraju se navlažiti alkoholno-kolofonijskim tokom. Ako su noge radio komponenti dugačke, prije lemljenja ih je potrebno izrezati bočnim rezačima do dužine izbočine iznad površine tiskane ploče od 1-1,5 mm. Nakon dovršetka ugradnje dijelova, potrebno je ukloniti ostatak kolofonija pomoću bilo kojeg otapala - alkohola, bijelog alkohola ili acetona. Svi oni uspješno rastvaraju kolofonij.

Nije bilo potrebno više od pet sati za implementaciju ovog jednostavnog kapacitivnog relejnog kola od postavljanja staza za proizvodnju štampane ploče do stvaranja radnog uzorka, mnogo manje nego što je bilo potrebno da se otkuca ova stranica.
Tiskane ploče različitih tipova karakteriziraju složenost i radno intenzivna proizvodnja. Zahtijeva korištenje moderne proizvodne opreme i kadrovskog iskustva. Kompanija Telerem zapošljava kadar sa iskusnim stručnjacima koji su u stanju da reše bilo koji problem, stoga garantujemo kvalitetnu i pravovremenu izradu štampanih ploča bilo koje složenosti po meri, uzimajući u obzir sve želje klijenta. Štampane ploče možete naručiti telefonom.
Mogućnosti za proizvodnju štampanih ploča u Teleremu
Naša kompanija nudi kupovinu štampanih ploča u Moskvi koje će zadovoljiti sve zahteve i standarde. Glavne mogućnosti naše proizvodnje štampanih ploča su:
najoptimalniji rokovi za narudžbu - u roku do 4 dana klijentu obezbjeđujemo probnu seriju štampanih ploča, što omogućava provođenje svih potrebnih testova prije početka proizvodnje čitave serije proizvoda. Ova efikasnost omogućava da se u najkraćem roku sagledaju mogućnosti proizvedenih ploča, da se proceni da li su prikladne za obavljanje zadatih zadataka i da se donese odluka o masovnoj proizvodnji proizvoda, uz održavanje konstantno odličnog kvaliteta proizvoda;
Proizvodnja štampanih ploča u nizu proizvoda odvija se u roku do 30 dana i omogućava vam smanjenje troškova proizvodnje pri narudžbi velike serije, kao i održavanje odnosa vremena proizvodnje i visokog kvaliteta proizvoda. Prihvatamo narudžbe bilo kojeg formata i obima;
Osim toga, možete naručiti aluminijske štampane ploče. Koriste se u elementima koji zahtijevaju visoke stope odvođenja topline. Uprkos nešto većoj ceni, štampane ploče od aluminijuma, koje možete kupiti kod nas, pokazuju se sasvim izvodljivim.
Preko kontakt telefona možete kontaktirati naše zaposlenike, dati im tehničke specifikacije i naručiti štampanu ploču u Rusiji visokog kvaliteta i po najpovoljnijoj cijeni. Moderna oprema, vlastita proizvodna linija i kvalificirani zaposlenici garantiraju izradu visokokvalitetnih tiskanih ploča za širok spektar zadataka.
Štampana ploča je dielektrična ploča na čiju površinu se postavljaju provodne trake i pripremaju mjesta za montažu elektroničkih komponenti. Električne radio komponente se obično ugrađuju na ploču pomoću lemljenja.
PCB uređaj
Električno provodljive staze ploče su izrađene od folije. Debljina provodnika je u pravilu 18 ili 35 mikrona, rjeđe 70, 105, 140 mikrona. Ploča ima rupe i kontaktne jastučiće za montažu radio elemenata.
Za spajanje vodiča koji se nalaze na različitim stranama ploče koriste se odvojene rupe. Na vanjske strane ploče nanosi se poseban zaštitni premaz i oznake.
Faze izrade štampane ploče
U radioamaterskoj praksi često se mora baviti razvojem, stvaranjem i proizvodnjom raznih elektronskih uređaja. Štaviše, bilo koji uređaj može biti izgrađen na štampanoj ploči ili običnoj ploči sa površinskom montažom. PCB radi mnogo bolje, pouzdaniji je i izgleda privlačnije. Stvaranje uključuje izvođenje niza operacija:
Priprema izgleda;
Crtanje na tekstolitu;
Etching;
Tinning;
Ugradnja radio elemenata.

Proizvodnja štampanih ploča je složen, radno intenzivan i zanimljiv proces.
Izrada i izrada layout-a
Crtanje ploče može se napraviti ručno ili na računaru pomoću nekog od posebnih programa.
Najbolje je da tablu nacrtate ručno na papiru za snimanje u razmeri 1:1. Pogodan je i milimetarski papir. Instalirane elektronske komponente moraju biti prikazane u zrcalnoj slici. Tragovi na jednoj strani ploče su prikazani kao pune linije, a na drugoj strani kao isprekidane linije. Tačke označavaju mjesta na kojima su radio elementi pričvršćeni. Oko ovih mjesta su nacrtana područja lemljenja. Svi crteži se obično prave pomoću daske za crtanje. U pravilu se jednostavni crteži izrađuju ručno, a složeniji dizajni tiskanih ploča razvijaju se na računalu u posebnim aplikacijama.

Najčešće koriste jednostavan program koji se zove Sprint Layout. Samo laserski štampač je pogodan za štampanje. Papir treba da bude sjajan. Glavna stvar je da toner ne ulazi u njega, već ostaje na vrhu. Štampač se mora podesiti tako da debljina tonera crteža bude maksimalna.
Industrijska proizvodnja štampanih ploča počinje unošenjem dijagrama uređaja u sistem kompjuterski potpomognutog projektovanja, čime se kreira crtež buduće ploče.
Priprema radnog komada i bušenje rupa
Prije svega, potrebno je izrezati komad PCB-a zadanih dimenzija. Obrišite ivice. Pričvrstite crtež na ploču. Pripremite alat za bušenje. Izbušite direktno prema crtežu. Bušilica mora biti dobrog kvaliteta i odgovarati prečniku najmanje rupe. Ako je moguće, koristite mašinu za bušenje.

Nakon što ste napravili sve potrebne rupe, uklonite crtež i izbušite svaku rupu do navedenog promjera. Očistite površinu ploče finim brusnim papirom. Ovo je neophodno kako bi se eliminisale neravnine i poboljšalo prianjanje boje na ploču. Da biste uklonili tragove masti, tretirajte ploču alkoholom.
Crtanje na laminatu od fiberglasa
Crtež ploče se može primijeniti na PCB ručno ili korištenjem jedne od mnogih tehnologija. Tehnologija laserskog peglanja je najpopularnija.
Ručno crtanje počinje označavanjem montažnih područja oko rupa. Nanose se olovkom za crtanje ili šibicom. Rupe su spojene šinama u skladu sa crtežom. Bolje je crtati nitro bojom u kojoj je otopljen kolofonij. Ovo rješenje osigurava snažno prianjanje na ploču i dobru otpornost na visokotemperaturno jetkanje. Asfaltni bitumenski lak se može koristiti kao boja.
Proizvodnja štampanih ploča korišćenjem laserske tehnologije gvožđa daje dobre rezultate. Važno je da sve operacije izvodite ispravno i pažljivo. Odmašćena ploča mora biti postavljena na ravnu površinu sa bakrom okrenutom prema gore. Pažljivo postavite dizajn na vrh tako da toner bude okrenut prema dolje. Dodatno dodajte još nekoliko listova papira. Dobijenu strukturu peglajte vrućim gvožđem oko 30-40 sekundi. Kada je izložen temperaturi, toner treba da pređe iz čvrstog u viskozno stanje, ali ne u tečno. Pustite da se daska ohladi i stavite je u toplu vodu na nekoliko minuta.

Papir će postati mlohav i lako će se otkinuti. Trebali biste pažljivo ispitati rezultirajući crtež. Nedostatak odvojenih tragova ukazuje na to da je temperatura gvožđa nedovoljna; široki tragovi se dobijaju kada je pegla prevruća ili daska greje prekomerno dugo.
Male nedostatke možete ispraviti markerom, farbom ili lakom za nokte. Ako vam se radni komad ne sviđa, potrebno je sve isprati otapalom, očistiti brusnim papirom i ponoviti postupak.
Etching
U plastičnu posudu sa rastvorom stavlja se štampana ploča bez masti. Kod kuće, željezni klorid se obično koristi kao rješenje. Kupku sa njom treba povremeno ljuljati. Nakon 25-30 minuta, bakar će se potpuno otopiti. Jetkanje se može ubrzati upotrebom zagrijane otopine željeznog klorida. Na kraju procesa, štampana ploča se uklanja iz kade i temeljito ispere vodom. Zatim se boja uklanja sa provodnih staza.
Tinning
Postoji mnogo metoda kalajisanja. Imamo pripremljenu štampanu ploču. Kod kuće, u pravilu, nema posebnih uređaja i legura. Stoga koriste jednostavnu, pouzdanu metodu. Ploča je premazana fluksom i kalajisana lemilom sa običnim lemljenjem pomoću bakrenog opleta.
Ugradnja radio elemenata
U završnoj fazi, radio komponente se ubacuju jedna po jedna na mjesta namijenjena za njih i lemljuju. Prije lemljenja, noge dijelova moraju se tretirati fluksom i, ako je potrebno, skratiti.

Lemilo treba koristiti pažljivo: ako postoji višak topline, bakarna folija može početi da se ljušti i štampana ploča će se oštetiti. Uklonite ostatak kolofonija alkoholom ili acetonom. Gotova ploča se može lakirati.
Industrijski razvoj
Nemoguće je dizajnirati i proizvesti štampanu ploču za vrhunsku opremu kod kuće. Na primjer, štampana ploča pojačala za High-End opremu je višeslojna, bakreni provodnici su obloženi zlatom i paladijumom, provodne staze imaju različite debljine itd. Postizanje ovog nivoa tehnologije nije lako čak ni u industrijskom preduzeću. Stoga je u nekim slučajevima preporučljivo kupiti gotovu visokokvalitetnu ploču ili naručiti rad prema vlastitoj shemi. Trenutno je proizvodnja štampanih ploča uspostavljena u mnogim domaćim preduzećima i inostranstvu.
Ne znam za vas, ali ja gajim žestoku mržnju prema klasičnim pločama. Instalacija je takvo sranje sa rupama u koje možete ubaciti delove i lemiti ih, gde se svi spojevi vrše preko ožičenja. Čini se jednostavno, ali ispada da je to takva zbrka da je razumijevanje bilo čega u njemu vrlo problematično. Dakle, postoje greške i izgorjeli dijelovi, nerazumljivi kvarovi. Pa, jebi je. Samo pokvari svoje živce. Mnogo mi je lakše nacrtati kolo u svom omiljenom i odmah ga urezati u obliku štampane ploče. Koristeći lasersko-gvozdena metoda sve dolazi za oko sat i po laganog rada. I, naravno, ova metoda je odlična za izradu konačnog uređaja, jer je kvalitet tiskanih ploča dobivenih ovom metodom vrlo visok. A pošto je ova metoda vrlo teška za neiskusne, rado ću podijeliti svoju dokazanu tehnologiju, koja vam omogućava da dobijete tiskane ploče prvi put i bez ikakvog stresa sa tragovima 0,3 mm i razmakom između njih do 0,2 mm. Kao primjer, napravit ću razvojnu ploču za moj vodič za kontroler AVR. Princip ćete naći u unosu, i
Na ploči se nalazi demo kolo, kao i gomila bakrenih zakrpa, koje se također mogu izbušiti i koristiti za svoje potrebe, poput obične ploče.
▌Tehnologija za proizvodnju visokokvalitetnih štampanih ploča kod kuće.
Suština metode za proizvodnju štampanih ploča je da se na folijom obložen PCB nanese zaštitni uzorak koji sprečava nagrizanje bakra. Kao rezultat toga, nakon graviranja, na ploči ostaju tragovi provodnika. Postoji mnogo načina za primjenu zaštitnih uzoraka. Prethodno su obojeni nitro bojom pomoću staklene cijevi, zatim su se počeli nanositi vodootpornim markerima ili čak izrezati iz trake i zalijepiti na ploču. Dostupan i za amatersku upotrebu fotootpor, koji se nanosi na ploču i zatim osvjetljava. Izložena područja postaju rastvorljiva u alkalijama i ispiru se. Ali u smislu jednostavnosti upotrebe, jeftinosti i brzine proizvodnje, sve ove metode su mnogo inferiorne lasersko-gvozdena metoda(Dalje LUT).
LUT metoda se zasniva na činjenici da se tonerom formira zaštitni uzorak koji se zagrijavanjem prenosi na PCB.
Tako da će nam trebati laserski štampač, jer oni sada nisu neuobičajeni. Koristim štampač Samsung ML1520 sa originalnim kertridžom. Napunjeni kertridži se izuzetno loše uklapaju, jer im nedostaje gustina i ujednačenost doziranja tonera. U svojstvima štampe morate postaviti maksimalnu gustinu i kontrast tonera i obavezno onemogućiti sve režime uštede - to nije slučaj.
▌Alati i materijali
Pored folijske PCB-a, potreban nam je i laserski štampač, pegla, foto papir, aceton, fini brusni papir, četka za antilop sa metal-plastičnim vlaknima,
▌Proces
Zatim crtamo crtež ploče u bilo kojem softveru koji nam odgovara i ispisujemo ga. Sprint Layout. Jednostavan alat za crtanje ploča. Da biste štampali normalno, morate da postavite boje sloja sa leve strane na crne. Inače će ispasti smeće.

Štampa, dva primjerka. Nikad se ne zna, možda ćemo jednog zeznuti.
Tu leži glavna suptilnost tehnologije LUT zbog čega mnogi imaju problema sa izdavanjem kvalitetnih ploča i odustaju od ovog posla. Mnogobrojnim eksperimentima je utvrđeno da se najbolji rezultati postižu pri štampanju na sjajnom foto papiru za inkjet štampače. Foto papir bih nazvao idealnim LOMOND 120g/m2

Jeftin je, prodaje se svuda, i što je najvažnije, daje odličan i ponovljiv rezultat, a njegov sjajni sloj se ne lijepi za peć na pisaču. Ovo je veoma važno, jer sam čuo za slučajeve kada se za prljanje pećnice štampača koristio sjajni papir.
Ubacujemo papir u štampač i pouzdano štampamo na sjajnoj strani. Potrebno je da odštampate u ogledalu tako da nakon prenosa slika odgovara stvarnosti. Ne mogu da izbrojim koliko sam puta pogrešio i napravio pogrešne otiske :) Zato je po prvi put bolje štampati na običnom papiru radi probe i proveriti da li je sve ispravno. Istovremeno ćete zagrijati pećnicu pisača.

Nakon štampanja slike, ni u kom slučaju Nemojte hvatati rukama i po mogućnosti držite dalje od prašine. Tako da ništa ne ometa kontakt tonera i bakra. Zatim izrezujemo uzorak ploče točno duž konture. Bez ikakvih rezervi - papir je tvrd, pa će sve biti u redu.
Sada se pozabavimo tekstolitom. Odmah ćemo izrezati komad potrebne veličine, bez tolerancija ili odstupanja. Koliko treba.

Potrebno ga je dobro izbrusiti. Pažljivo, pokušavajući ukloniti sav oksid, po mogućnosti kružnim pokretima. Malo hrapavosti neće škoditi - toner će se bolje držati. Ne možete uzeti brusni papir, već abrazivni sunđer s "efektom". Samo treba uzeti novu, ne masnu.

Bolje je uzeti najmanju kožu koju možete pronaći. Imam ovaj.

Nakon brušenja, mora se dobro odmastiti. Obično koristim ženinu vatu i nakon što je dobro navlažim acetonom, temeljno pređem po cijeloj površini. Opet, nakon odmašćivanja, nikada ga ne treba hvatati prstima.

Stavili smo naš crtež na ploču, prirodno sa spuštenim tonerom. Zagrijavanje pegla na maksimum, držeći papir prstom, čvrsto pritisnite i peglajte jednu polovinu. Toner se mora zalijepiti za bakar.

Zatim, ne dopuštajući da se papir pomakne, ispeglajte cijelu površinu. Pritišćemo svom snagom, poliramo i peglamo dasku. Trudim se da ne promakne ni jedan milimetar površine. Ovo je najvažnija operacija, o kojoj ovisi kvalitet cijele ploče. Nemojte se plašiti da pritisnete što jače možete; toner neće isplivati niti se razmazati, jer je foto papir gust i savršeno ga štiti od širenja.
Peglajte dok papir ne požuti. Međutim, to zavisi od temperature pegle. Moja nova pegla jedva da žuti, ali stara je skoro pogorela - rezultat je svuda bio podjednako dobar.

Nakon toga možete ostaviti da se daska malo ohladi. A onda, uhvativši ga pincetom, stavili smo ga pod vodu. I držimo ga u vodi neko vrijeme, obično oko dvije do tri minute.
Uzimajući četku za antilop, pod jakim mlazom vode, počinjemo nasilno podizati vanjsku površinu papira. Moramo ga prekriti višestrukim ogrebotinama da voda prodre duboko u papir. Kao potvrdu vaših akcija, crtež će biti prikazan kroz debeli papir.

I ovom četkom četkamo dasku dok ne skinemo gornji sloj.

Kada je cijeli dizajn jasno vidljiv, bez bijelih mrlja, možete početi pažljivo motati papir od sredine do rubova. Papir Lomond Prelepo se izvija, ostavljajući 100% toner i čisti bakar skoro odmah.

Nakon što prstima razvaljate cijeli uzorak, možete temeljito izribati cijelu ploču četkicom za zube kako biste očistili preostali sjajni sloj i komadiće papira. Ne bojte se, gotovo je nemoguće ukloniti dobro prokuhani toner četkicom za zube.

Obrišemo ploču i pustimo da se osuši. Kada se toner osuši i posijedi, jasno će se vidjeti gdje ostaje papir i gdje je sve čisto. Bjelkasti slojevi između tragova moraju se ukloniti. Možete ih uništiti iglom ili ih trljati četkicom za zube pod tekućom vodom. Općenito, korisno je hodati po stazama četkom. Bjelkasti sjaj se može izvući iz uskih pukotina pomoću električne trake ili ljepljive trake. Ne lijepi se tako snažno kao obično i ne skida toner. Ali preostali sjaj se skida bez traga i odmah.

Pod svjetlom jarke lampe, pažljivo pregledajte slojeve tonera za suze. Činjenica je da kada se ohladi, može puknuti, tada će na ovom mjestu ostati uska pukotina. Pod svjetlom lampe, pukotine svjetlucaju. Ova područja treba popraviti trajnim markerom za CD-ove. Čak i ako postoji samo sumnja, ipak je bolje prefarbati je. Isti marker se može koristiti i za popunjavanje putanja lošeg kvaliteta, ako ih ima. Preporučujem marker Centropen 2846- daje debeo sloj boje i, u stvari, možete glupo slikati staze s njim.
Kada je ploča spremna, možete zalijevati otopinom željeznog klorida.

Tehnička digresija, možete je preskočiti ako želite.
Općenito, možete otrovati mnogo toga. Neki truju u bakrovom sulfatu, drugi u kiselim rastvorima, a ja u željeznom hloridu. Jer Prodaje se u bilo kojoj radio prodavnici, prenosi brzo i čisto.
Ali željezni hlorid ima užasan nedostatak - samo se zaprlja. Ako dospije na odjeću ili bilo koju poroznu površinu poput drveta ili papira, bit će mrlja za cijeli život. Zato stavite svoje Dolce Habana dukseve ili Gucci filcane u sef i zamotajte ih sa tri rolne trake. Željezni hlorid također uništava gotovo sve metale na najokrutniji način. Aluminij i bakar su posebno brzi. Dakle, pribor za graviranje treba biti stakleni ili plastični.
Bacam se 250 grama paketa željeznog hlorida po litri vode. I sa rezultirajućim rastvorom nagrizam desetine ploča dok graviranje ne prestane.
Prašak se mora sipati u vodu. I pazite da se voda ne pregrije, inače će reakcija osloboditi veliku količinu topline.
Kada se sav prah otopi i otopina dobije jednoličnu boju, možete ubaciti dasku unutra. Poželjno je da ploča lebdi na površini, bakrenom stranom prema dolje. Tada će sediment pasti na dno posude bez ometanja nagrizanja dubljih slojeva bakra.
Kako biste spriječili da ploča potone, na nju možete zalijepiti komad pjenaste plastike dvostranom trakom. Upravo to sam i uradio. Ispalo je vrlo zgodno. Uvrnuo sam šraf radi praktičnosti, tako da ga mogu držati kao ručku.
Bolje je nekoliko puta umočiti ploču u otopinu i spustiti je ne ravno, već pod uglom, tako da na površini bakra ne ostanu mjehurići zraka, inače će doći do zaglavlja. Povremeno ga morate ukloniti iz otopine i pratiti proces. U prosjeku, graviranje ploče traje od deset minuta do sat vremena. Sve ovisi o temperaturi, jačini i svježini otopine.
Proces nagrizanja se ubrzava vrlo naglo ako spustite crijevo iz akvarijskog kompresora ispod daske i oslobodite mjehuriće. Mjehurići miješaju otopinu i nježno izbacuju izreagirani bakar iz ploče. Možete i protresti dasku ili posudu, glavna stvar je da je ne prolijete, inače nećete moći kasnije da je operete.
Kada je sav bakar uklonjen, pažljivo uklonite ploču i isperite je pod tekućom vodom. Zatim gledamo čistinu da nigdje nema šmrcova ili rastresite trave. Ako ima šmrcova, bacite ga u otopinu još deset minuta. Ako su tragovi urezani ili se lome, to znači da je toner kriv i ova mjesta će morati biti zalemljena bakarnom žicom.

Ako je sve u redu, onda možete isprati toner. Za to nam je potreban aceton - pravi prijatelj ovisnika. Iako je sada sve teže kupiti aceton, jer... Neki idiot iz državne agencije za kontrolu droga odlučio je da je aceton supstanca koja se koristi za pripremu opojnih droga, te stoga treba zabraniti njegovu slobodnu prodaju. Radi dobro umjesto acetona 646 rastvarač.

Uzmite komad zavoja i dobro ga navlažite acetonom i počnite ispirati toner. Nema potrebe snažno pritiskati, glavna stvar je da se ne petljate prebrzo kako bi otapalo imalo vremena da se upije u pore tonera, korodirajući ga iznutra. Za ispiranje tonera potrebno je oko dvije do tri minute. Za to vrijeme, čak ni zeleni psi ispod plafona neće imati vremena da se pojave, ali i dalje neće škoditi otvoriti prozor.
Očišćena ploča se može bušiti. U te svrhe već dugi niz godina koristim motor od magnetofona, napajan na 12 volti. To je čudovišna mašina, iako joj životni vijek traje oko 2000 rupa, nakon čega četke potpuno izgore. Također morate iz njega izvući stabilizacijski krug lemljenjem žica direktno na četke.

Prilikom bušenja, trebate pokušati držati bušilicu strogo okomito. U suprotnom, onda ćete tamo staviti mikrokolo. A kod dvostranih ploča ovaj princip postaje osnovni.

Proizvodnja dvostrane ploče odvija se na isti način, samo se ovdje prave tri referentne rupe, s najmanjim mogućim promjerom. I nakon nagrizanja jedne strane (u ovom trenutku druga je zapečaćena trakom da se ne ugrize), druga strana se poravna uz ove rupe i zamota. Prvi je čvrsto zapečaćen trakom, a drugi je urezan.
Na prednjoj strani možete koristiti isti LUT metod za primjenu oznake radio komponenti za ljepotu i jednostavnost instalacije. Međutim, ja se ne trudim toliko, ali druže Woodocat iz LJ zajednice ru_radio_electr On to uvek radi, za šta ga poštujem!
Uskoro ću vjerovatno objaviti i članak o fotorezistu. Metoda je složenija, ali mi je u isto vrijeme zabavnija - volim se igrati s reagensima. Iako još uvijek pravim 90% ploča koristeći LUT.
Usput, o tačnosti i kvaliteti dasaka napravljenih metodom laserskog peglanja. Kontroler P89LPC936 u slučaju TSSOP28. Razmak između gusjenica je 0,3 mm, širina šina je 0,3 mm.

Otpornici na ploči gornje veličine 1206 . Kako to izgleda?
Domaća štampana ploča
Kako napraviti štampanu ploču kod kuće koristeći tehnologiju laserskog gvožđa. To se odnosi na termički prijenos tonera s papira na metaliziranu površinu buduće tiskane ploče.
Mnogo sam puta pokušavao da napravim štampanu ploču korišćenjem laserske tehnologije gvožđa, ali nikada nisam uspeo da dobijem pouzdan, lako ponovljiv rezultat. Osim toga, kada pravim ploču, trebaju mi urezane rupe u jastučićima ne veće od 0,5 mm. Zatim ih koristim prilikom bušenja, kako bih centrirao bušilicu prečnika 0,75 mm.
Nedostaci se manifestiraju u vidu pomaka ili promjene širine tragova, kao i nejednake debljine tonera koji ostaje na bakrenoj foliji nakon uklanjanja papira. Osim toga, prilikom uklanjanja papira prije graviranja, problematično je očistiti svaku rupu u toneru od ostataka celuloze. Kao rezultat toga, prilikom graviranja tiskane ploče nastaju dodatne poteškoće, koje su izbjegnute samo suprotno. http://oldoctober.com/ru/
Pretpostavljam da je razlog za sklapanje braka sljedeći.
Papir, kada se zagrije na visoku temperaturu, počinje da se savija. Dok je temperatura folije od fiberglasa uvijek nešto niža. Toner se djelimično lijepi za foliju, ali ostaje otopljen na papirnoj strani. Kada se savija, papir se pomiče i mijenja izvorni oblik provodnika.
Na samom početku želim da vas upozorim da tehnologija nije bez određenih nedostataka.
Prvi je nedostatak specijalnog papira za termo transfer, umjesto kojeg predlažem odabir odgovarajućeg papira za samoljepljive etikete. Nažalost, nije svaki papir prikladan. Morate odabrati onu čije su etikete gušće, a podloga ima dobru, glatku površinu.
Drugi nedostatak je što je veličina štampane ploče ograničena veličinom potplate pegle. Osim toga, ne može svako glačalo dovoljno ravnomjerno zagrijati folijski laminat od stakloplastike, pa je bolje odabrati najmasivniji.
Međutim, uprkos svim ovim nedostacima, tehnologija opisana u nastavku omogućila mi je da dobijem stabilan, lako ponovljiv rezultat u maloj proizvodnji.
Suština promjene u tradicionalnom procesu je da se ne predlaže zagrijavanje papira tonerom, već samog folijskog stakloplastike.
Glavna prednost je što je ovom metodom lako kontrolisati temperaturu u zoni topljenja tonera. Osim toga, gumeni valjak vam omogućava da ravnomjerno rasporedite pritisak i spriječite drobljenje tonera (svuda pišem o folijskom fiberglasu, pošto nisam testirao druge materijale).
Tehnologija je jednako prikladna za laminat od stakloplastike od folije različitih debljina, ali je bolje koristiti materijal ne deblji od jednog milimetra, jer ga je lako rezati škarama.
Dakle, uzimamo komad najotrpljenijeg folijskog laminata od stakloplastike i obrađujemo ga brusnim papirom. Ne biste trebali koristiti vrlo veliki brusni papir, jer može oštetiti buduće tragove. Međutim, ne morate ga brusiti ako imate komad novog stakloplastike. Bakarnu površinu u svakom slučaju potrebno je temeljito očistiti i odmastiti.

Izrada šablona za termo transfer. Da bismo to učinili, odrežemo potreban komad od lista papira za naljepnice i odvojimo same naljepnice od podloge. Trebali biste ostaviti komad naljepnice na početku lista kako biste spriječili da se podloga zaglavi u mehanizmu štampača.
Ne dirajte rukama područja na podlozi na koja će se naknadno nanijeti toner.

Ako je debljina folijskog laminata od stakloplastike jedan milimetar ili manja, tada se razmak između rubova pojedinačnih ploča može odabrati na 0,2 mm; ako je veći i obradak ćete rezati nožnom pilom, onda 1,5 -2,0 mm, ovisno o debljini oštrice i toleranciji obrade.

Koristim sloj tonera koji je podrazumevano instaliran u drajveru štampača, ali “B&W Halftones:” (B/W Halftone) treba izabrati “Solid”. Drugim riječima, morate spriječiti pojavu rastera. Možda ga nećete vidjeti na šabloni, ali može utjecati na debljinu tonera.

Šablonu fiksiramo na komad folije od stakloplastike pomoću spajalica. Na slobodni rub šablone pričvrstimo još jednu spajalicu tako da ne dođe u dodir s peglom.
Tačka topljenja različitih marki tonera je približno 160-180C. Zbog toga temperatura pegle treba da bude nešto viša za 10-20C. Ako se vaša pegla ne zagreje na temperaturu od 180C, moraćete da je podesite.

Prije zagrijavanja, potplatu glačala treba temeljito očistiti od masnoće i drugih zagađivača!
Zagrijemo glačalo na temperaturu od 180-190 stepeni i čvrsto ga pritisnemo na foliju od stakloplastike kao što je prikazano na slici. Ako peglu postavite drugačije, daska se može previše neravnomjerno zagrijati, jer se obično pegla zagrije 20-30C više u širokom dijelu. Sačekaj dva minuta.

Nakon toga uklonite peglu i jednim pokretom snažno otkotrljajte šablonu na foliju od stakloplastike pomoću gumenog valjka za motanje fotografija.
Ako se tokom valjanja toner zgnječi, odnosno staze se pomaknu u stranu ili promijene svoj oblik, tada biste trebali smanjiti količinu tonera u drajveru pisača.
Neophodno je da se središte valjka uvijek kreće duž centra ploče. Drška valjka mora se držati na način da se spriječi pojava vektora sile usmjerenog "oko" ručke.

Šablonu čvrsto zamotamo još nekoliko puta i dobijeni "sendvič" pritisnemo nečim teškim, nakon što položimo nekoliko puta presavijene novine kako bismo ravnomjerno rasporedili težinu.
Šablon treba svaki put zamotati u istom smjeru. Valjak se počinje pomicati od mjesta gdje je šablona pričvršćena.

Nakon desetak minuta možete ukloniti presu i ukloniti šablonu. Evo šta se desilo.

Sada morate nešto zalijepiti na stražnju stranu ploče na bilo koji način kako biste kasnije mogli držati ovu ploču tokom graviranja. (Koristim vruće ljepilo.)
Ploču nagrizamo u otopini željeznog klorida.
Kako pripremiti rješenje?
Ako je staklenka željeznog klorida otpečaćena, najvjerovatnije se tamo već nalazi superkoncentrirana otopina. Može se sipati u posudu za kiseljenje i dodati malo vode.
Ako željezni hlorid još nije prekriven vodom, možete to učiniti sami. Vjerojatno možete izvaditi same kristale iz tegle, ali nemojte koristiti srebro iz naslijeđa za ovo.
Imajte na umu da proces nagrizanja neće funkcionirati u visoko koncentriranoj otopini, pa kada dobijete takav rastvor, morate dodati malo vode.
Najbolje je koristiti vinil plastičnu foto kupku kao posudu, ali možete koristiti bilo koju drugu.
Na slici se vidi da ploča pluta na površini otopine zbog njene površinske napetosti. Ova metoda je dobra jer se proizvodi za jetkanje ne zadržavaju na površini ploče, već odmah tonu na dno kade.

Na samom početku graviranja, potrebno je osigurati da ispod ploče ne ostanu mjehurići zraka. Tokom procesa jetkanja, preporučljivo je provjeriti da li se graviranje odvija ravnomjerno po cijeloj površini ploče.
Ako postoji bilo kakva heterogenost, onda morate aktivirati proces sa starom četkicom za zube ili nečim sličnim. Ali to se mora učiniti pažljivo kako se ne bi uništio sloj tonera.
Posebnu pažnju treba obratiti na rupe na kontaktnim jastučićima. Područja gdje proces graviranja nije odmah započeo su svjetlija. U principu, dovoljno je zatamniti cijelu površinu i sve rupe na samom početku procesa, a onda je uspjeh gotov zaključak.

Ako je glavni dio ploče urezan za 15 minuta, onda ne biste trebali povećati ukupno vrijeme jetkanja više od dva puta, odnosno više od 30 minuta. Dalje nagrizanje ne samo da će smanjiti širinu provodnika, već može i djelomično uništiti toner.
Obično se sve rupe od 0,5 mm na kontaktnim jastučićima urezuju dvostruko brže.
Motor okreće mali ekscentrik, koji stvara vibracije u otopini (nije potrebno ako povremeno podižete i pomičete ploču).
Isperite toner tamponom natopljenim acetonom.
Evo šta se desilo. Na lijevoj strani, ploča je još uvijek prekrivena tonerom. Širina staza je 0,4 mm.


Sada možete ukloniti neravnine nastale na bakru tokom bušenja. Da bismo to učinili, prvo ih namotamo pomoću kugličnog ležaja pričvršćenog u neki prikladan trn. U ovom slučaju, bolje je postaviti ploču na tvrdu, ravnu površinu. Zatim finim brusnim papirom uklonite oksid s površine bakra, ako je nastao.

Obradak kalajišemo, za šta ga prvo premažemo slojem fluksa.



Otišao sam u prodavnicu kancelarijskog materijala i fotografisao pakovanje sa samolepljivim etiketama. Ovaj papir nije prikladan za termički prijenos. Iako, ako ne postoji drugi, onda možete koristiti ovaj nakon neke izmjene.

Papir koji se pokazao najpogodnijim za termički transfer proizvela je finska kompanija Campas. A budući da na malom pakovanju nema identifikacionih oznaka, malo je verovatno da će se identifikovati bez testiranja.
























