Nyomtatott áramkör– ez egy dielektromos alap, amelynek felületén és térfogatában az elektromos áramkörnek megfelelően vezető utakat viszünk fel. A nyomtatott áramköri lap mechanikus rögzítésre és elektromos összekötésre szolgál a rá szerelt elektronikus és elektromos termékek vezetékei között forrasztással.
A munkadarab üvegszálból történő kivágása, a lyukak fúrása és a nyomtatott áramköri lap maratása áramvezető pályák előállításához, függetlenül a minta nyomtatott áramköri lapra való felvitelének módjától, ugyanazzal a technológiával történik.
Kézi alkalmazástechnika
PCB pályák
A sablon előkészítése
A papír, amelyre a nyomtatott áramköri elrendezést rajzolják, általában vékony, és a pontosabb lyukak fúrásához, különösen kézzel készített házi fúró használatakor, hogy a fúró ne vezessen oldalra, vastagabbá kell tenni . Ehhez bármilyen ragasztóval, például PVA vagy Moment segítségével vastagabb papírra vagy vékony vastag kartonra kell ragasztani a nyomtatott áramköri lapot.

A munkadarab vágása
Megfelelő méretű fólia üvegszálas laminátum nyersdarabot választunk ki, a nyomtatott áramköri sablont felvisszük a nyersdarabra és körvonalazzuk a kerület mentén markerrel, puha ceruzával vagy éles tárggyal.

Ezután az üvegszálas laminátumot a megjelölt vonalak mentén fémollóval vágják, vagy fémfűrésszel kifűrészelik. Az olló gyorsabban vág, és nincs por. De figyelembe kell venni, hogy az ollóval történő vágásnál az üvegszál erősen meghajlik, ami némileg rontja a rézfólia tapadási szilárdságát és ha az elemeket újra kell forrasztani, a nyomok leválanak. Ezért, ha a tábla nagy és nagyon vékony nyomai vannak, akkor jobb, ha fémfűrésszel vágja le.

A nyomtatott áramköri minta sablonját Moment ragasztóval ragasztjuk a kivágott munkadarabra, amelyből négy cseppet a munkadarab sarkaira viszünk.

Mivel a ragasztó néhány perc alatt megköt, azonnal megkezdheti a lyukak fúrását a rádióalkatrészek számára.
Lyukak fúrása
A lyukakat a legjobb egy speciális mini fúrógéppel fúrni, keményfém fúróval, 0,7-0,8 mm átmérőjű. Ha nem áll rendelkezésre mini fúrógép, akkor lyukakat fúrhat kis teljesítményű fúróval egy egyszerű fúróval. De ha univerzális kézi fúróval dolgozik, a törött fúrók száma a keze keménységétől függ. Egyetlen gyakorlattal biztosan nem fogsz boldogulni.

Ha nem tudja rögzíteni a fúrót, becsomagolhatja a szárát több réteg papírral vagy egy réteg csiszolópapírral. A szár köré vékony fémhuzalt tekerhetsz szorosan, fordítsd meg.

A fúrás befejezése után ellenőrizze, hogy minden furat meg van-e fúrva. Ez jól látható, ha a nyomtatott áramköri lapot a fényig nézi. Mint látható, nincsenek hiányzó lyukak.
Topográfiai rajz alkalmazása
Annak érdekében, hogy az üvegszálas laminátumon a vezető utakat jelentő fólia helyeit megóvjuk a maratás közbeni tönkremeneteltől, azokat vizes oldatban való oldódásnak ellenálló maszkkal kell lefedni. Az utak rajzolásának kényelme érdekében jobb, ha előre megjelöli őket puha ceruzával vagy jelölővel.
A jelölések alkalmazása előtt el kell távolítani a ragasztó nyomait, amelyet a nyomtatott áramköri sablon ragasztásához használtak. Mivel a ragasztó keveset keményedett meg, így ujjal forgatva könnyen eltávolítható. A fólia felületét egy ronggyal is zsírtalanítani kell bármilyen eszközzel, például acetonnal vagy fehér alkohollal (ún. tisztított benzinnel), vagy bármilyen mosogatószerrel, például Ferry-vel.

A nyomtatott áramköri lap nyomvonalainak megjelölése után megkezdheti a tervezésük alkalmazását. Bármilyen vízálló zománc kiválóan alkalmas utak rajzolására, például a PF sorozatú alkidzománc, fehér alkoholos oldószerrel megfelelő konzisztenciára hígítva. Különböző eszközökkel rajzolhat utakat - üveg vagy fém rajztollal, orvosi tűvel, sőt fogpiszkálóval is. Ebben a cikkben elmondom, hogyan rajzoljon áramköri nyomokat rajztoll és balerina segítségével, amelyeket papírra tintával való rajzolásra terveztek.

Korábban nem voltak számítógépek, és minden rajzot egyszerű ceruzával rajzoltak whatman papírra, majd tintával vitték át pauszpapírra, amelyről fénymásolókkal másolatokat készítettek.
A rajzolás kontaktpárnákkal kezdődik, amelyeket balerinával rajzolnak. Ehhez be kell állítani a balerina rajztábla csúszópofák hézagát a kívánt vonalszélességre, és a kör átmérőjének beállításához a második csavarral kell elvégezni a beállítást, elmozdítva a rajzpengét a rajz tengelyétől. forgás.
Ezután a balerina rajztábláját ecsettel 5-10 mm hosszúságú festékkel töltjük fel. A nyomtatott áramköri lap védőrétegének felhordásához a PF vagy GF festék a legalkalmasabb, mivel lassan szárad, és csendes munkavégzést tesz lehetővé. NTs márkájú festék is használható, de nehéz vele dolgozni, mert gyorsan szárad. A festéknek jól kell tapadnia és nem terjednie kell. Festés előtt a festéket folyékony állagúra kell hígítani, erős keverés közben apránként megfelelő oldószert adva hozzá, és az üvegszál törmelékre kell festeni. A festékkel való munkához a legkényelmesebb egy üveg manikűrlakkba önteni, amelynek csavarásában oldószerálló kefe van felszerelve.
A balerina rajztáblájának beállítása és a szükséges vonalparaméterek beszerzése után megkezdheti az érintkezőpárnák felhelyezését. Ehhez a tengely éles részét behelyezzük a lyukba, és körben elforgatjuk a balerina alapját.

A rajztoll megfelelő beállításával és a festék kívánt konzisztenciájával a nyomtatott áramköri lap furatai körül tökéletesen kerek köröket kapunk. Amikor egy balerina rosszul kezd festeni, a maradék megszáradt festéket ronggyal eltávolítjuk a rajztábla réséből, és a rajzlapot friss festékkel töltjük meg. A nyomtatott áramköri lapon az összes lyuk körökkel történő megrajzolásához mindössze kétszer kellett újratölteni a rajztollat, és nem kellett több, mint két perc.
Miután megrajzolták a kerek párnákat a táblán, elkezdheti megrajzolni a vezető utakat egy kézi rajztollal. A kézi rajztábla előkészítése és beállítása nem különbözik a balerina előkészítésétől.
Csak egy lapos vonalzóra van szükség, amelynek egyik oldalára 2,5-3 mm vastag gumidarabokat ragasztanak az élek mentén, hogy a vonalzó működés közben ne csússzon, és az üvegszál a vonalzó érintése nélkül szabadon áthaladhasson. alatta. Vonalzónak a fa háromszög a legalkalmasabb, stabil, ugyanakkor kéztámaszként is szolgálhat nyomtatott áramköri lap rajzolásakor.

Annak érdekében, hogy a nyomtatott áramköri lap ne csússzon el a nyomvonalak rajzolásakor, célszerű egy csiszolópapír lapra helyezni, amely két csiszolópapír lapból áll, amelyek a papír oldalával egymáshoz vannak lezárva.

Ha utak és körök rajzolásakor érintkeznek, akkor ne tegyen semmilyen intézkedést. Hagyja megszáradni a nyomtatott áramköri lapon lévő festéket, amíg meg nem szennyeződik, és egy kés hegyével távolítsa el a minta felesleges részét. A festék gyorsabb száradása érdekében a táblát meleg helyre kell tenni, télen például radiátorra. Nyáron - a nap sugarai alatt.

Ha a nyomtatott áramköri lapon lévő rajzot teljesen alkalmazták, és minden hibát kijavítottak, folytathatja a maratást.
Nyomtatott áramköri lap tervezési technológia
lézernyomtató segítségével
Lézernyomtatón történő nyomtatáskor a toner által alkotott kép az elektrosztatika hatására a fotódobról, amelyre a lézersugár rajzolta, papírra kerül. A festéket csak az elektrosztatika miatt tartja a papíron, megőrzi a képet. A festék rögzítéséhez a papírt hengerek között görgetik, amelyek közül az egyik egy 180-220°C-ra melegített hőkemencében. A festék megolvad és behatol a papír textúrájába. Lehűlés után a festék megkeményedik és szilárdan tapad a papírhoz. Ha a papírt ismét 180-220°C-ra melegítjük, a festék ismét folyékony lesz. A festéknek ezt a tulajdonságát arra használják, hogy az áramvezető sávok képeit otthoni nyomtatott áramköri lapra vigyék át.
Miután elkészült a nyomtatott áramköri fájl, lézernyomtatóval ki kell nyomtatnia papírra. Felhívjuk figyelmét, hogy ehhez a technológiához a nyomtatott áramköri kártya rajzának képét az alkatrészek beépítési oldaláról kell nézni! A tintasugaras nyomtató nem alkalmas erre a célra, mivel más elven működik.
Papírsablon készítése a terv nyomtatott áramköri lapra való átviteléhez
Ha nyomtatott áramköri lapot nyomtat hagyományos papírra irodai berendezésekhez, akkor porózus szerkezete miatt a festék mélyen behatol a papír testébe, és amikor a festék átkerül a nyomtatott áramköri lapra, a legtöbb megmarad. az újságban. Ezenkívül nehézségekbe ütközik a papír eltávolítása a nyomtatott áramköri lapról. Sokáig vízben kell áztatnia. Ezért a fotómaszk elkészítéséhez olyan papírra van szüksége, amely nem rendelkezik porózus szerkezettel, például fotópapírra, öntapadó fóliákból és címkékből készült hátlapra, pauszpapírra, fényes magazinok oldalaira.
Régi papír pauszpapírt használok a NYÁK-terv nyomtatásához. A pauszpapír nagyon vékony, és nem lehet közvetlenül rá sablont nyomtatni, elakad a nyomtatóban. A probléma megoldásához a nyomtatás előtt egy csepp ragasztót kell felvinni egy kívánt méretű pauszpapírra a sarkokban, és fel kell ragasztani egy A4-es irodai papírlapra.

Ezzel a technikával a legvékonyabb papírra vagy filmre is nyomtathat nyomtatott áramköri lapot. A rajz maximális tonervastagságának eléréséhez nyomtatás előtt a „Nyomtató tulajdonságait” be kell állítani a gazdaságos nyomtatási mód kikapcsolásával, és ha ez a funkció nem elérhető, akkor válassza ki a legdurvább papírtípust, például karton vagy valami hasonló. Teljesen lehetséges, hogy első alkalommal nem lesz jó a nyomat, és egy kicsit kísérleteznie kell, hogy megtalálja a legjobb nyomtatási módot lézernyomtatójához. Az így létrejövő tervnyomatban a nyomtatott áramköri lap nyomvonalainak és érintkezőfelületeinek sűrűnek kell lenniük, hézagok és elkenődés nélkül, mivel a retusálás ebben a technológiai szakaszban haszontalan.

Már csak a pauszpapírt kell levágni a kontúr mentén, és a nyomtatott áramköri lap elkészítéséhez szükséges sablon készen áll, és továbbléphet a következő lépésre, áthelyezve a képet üvegszálas laminátumra.
Tervezés átvitele papírról üvegszálra
A nyomtatott áramköri lap tervezésének átvitele a legkritikusabb lépés. A technológia lényege egyszerű: a papírt a nyomtatott áramköri lap nyomvonalainak nyomott mintájának oldalával az üvegszálas rézfóliára visszük fel és nagy erővel préselik. Ezután ezt a szendvicset 180-220 °C-ra melegítjük, majd szobahőmérsékletre hűtjük. A papírt letépik, a rajzolat a nyomtatott áramköri lapon marad.
Egyes kézművesek azt javasolják, hogy a papírról egy nyomtatott áramköri lapra vigyenek át egy tervet elektromos vasalóval. Kipróbáltam ezt a módszert, de az eredmény instabil volt. Nehéz egyszerre biztosítani, hogy a festék felmelegedjen a kívánt hőmérsékletre, és a papír egyenletesen nyomódjon a nyomtatott áramköri lap teljes felületére, amikor a festék megkeményedik. Ennek eredményeként a minta nem kerül át teljesen, és rések maradnak a nyomtatott áramköri lapok pályáinak mintájában. Lehet, hogy a vasaló nem melegedett fel eléggé, bár a szabályozó a vasaló maximális fűtésére volt állítva. Nem akartam kinyitni a vasalót és újrakonfigurálni a termosztátot. Ezért egy másik, kevésbé munkaigényes és száz százalékos eredményt nyújtó technológiát alkalmaztam.
A nyomtatott áramköri lap méretére vágott, acetonnal zsírtalanított fólia üvegszálas laminátumra pauszpapírt ragasztottam, aminek a sarkaiban egy mintát nyomtattak. A pauszpapír tetejére az egyenletesebb nyomás érdekében irodai papírlapokat helyeztem. A kapott csomagot rétegelt lemezre helyezték, és a tetejére egy ugyanolyan méretű lappal borították. Ezt az egész szendvicset maximális erővel szorították a szorítókba.

Nincs más hátra, mint az elkészített szendvicset 200°C-ra melegíteni és lehűteni. A fűtéshez ideális a hőmérséklet-szabályozóval ellátott elektromos sütő. Elég, ha az elkészített szerkezetet egy szekrénybe helyezzük, megvárjuk, amíg eléri a beállított hőmérsékletet, majd fél óra múlva eltávolítjuk a táblát, hogy kihűljön.

Ha nem rendelkezik elektromos sütővel, használhat gázsütőt úgy, hogy a hőmérsékletet a gázbefúvó gombbal állítja be a beépített hőmérő segítségével. Ha nincs hőmérő, vagy hibás, akkor a nők segíthetnek, megfelelő a vezérlőgomb helyzete, ahol a pitét sütik.

Mivel a rétegelt lemez végei meghajlottak, minden esetre további bilincsekkel szorítottam őket. A jelenség elkerülése érdekében jobb, ha a nyomtatott áramköri lapot 5-6 mm vastag fémlemezek közé szorítja. A sarkaikban lyukakat fúrhat, a nyomtatott áramköri lapokat befoghatja, csavarokkal és anyákkal meghúzhatja a lemezeket. Az M10 elég lesz.
Fél óra elteltével a szerkezet annyira lehűlt, hogy a festék megszilárduljon, és a tábla eltávolítható. Az eltávolított nyomtatott áramköri lapra első pillantásra világossá válik, hogy a festék tökéletesen átkerült a pauszpapírról a kártyára. A pauszpapír szorosan és egyenletesen illeszkedik a nyomtatott sávok, az érintkezőlapok gyűrűi és a jelölőbetűk vonalai mentén.

A pauszpapír könnyen leszakadt a nyomtatott áramköri lap szinte minden nyomáról, a maradék pauszpapírt nedves ruhával eltávolították. De ennek ellenére több helyen hiányosságok voltak a nyomtatott pályákon. Ez történhet a nyomtató egyenetlen nyomtatása vagy az üvegszálas fólián maradó szennyeződések vagy korrózió következtében. A rések átfesthetők bármilyen vízálló festékkel, manikűrlakkkal, vagy retusálhatók markerrel.

A jelölő nyomtatott áramköri lap retusálására való alkalmasságának ellenőrzéséhez vonalakat kell rajzolni vele a papírra, és meg kell nedvesíteni a papírt vízzel. Ha a vonalak nem homályosodnak el, akkor a retusáló marker megfelelő.

A legjobb, ha egy nyomtatott áramköri lapot otthon vas-klorid vagy hidrogén-peroxid citromsavval készült oldatában maratja. A maratás után a festék könnyen eltávolítható a kinyomtatott sávokról acetonba áztatott tamponnal.
Ezután lyukakat fúrnak, vezető utakat és érintkezőbetéteket ónoznak, és lezárják a rádióelemeket.

Így néz ki a nyomtatott áramköri kártya, amelyre rádiókomponenseket szereltek fel. Az eredmény egy táp- és kapcsolóegység az elektronikus rendszerhez, amely egy hagyományos WC-t egészít ki bidé funkcióval.
PCB maratás
A rézfólia eltávolítására a fóliázott üvegszálas laminátum nem védett területeiről, amikor otthoni nyomtatott áramköri kártyákat készítenek, a rádióamatőrök általában kémiai módszert alkalmaznak. A nyomtatott áramköri lapot maratóoldatba helyezik, és egy kémiai reakció következtében a maszk által nem védett réz feloldódik.
Pácolási megoldások receptjei
Az alkatrészek elérhetőségétől függően a rádióamatőrök az alábbi táblázatban található megoldások egyikét használják. A rézkarc-megoldások az otthoni rádióamatőrök általi használatuk népszerűsége szerint vannak elrendezve.
| A megoldás neve | Összetett | Mennyiség | Főzési technológia | Előnyök | Hibák |
|---|---|---|---|---|---|
| Hidrogén-peroxid plusz citromsav | Hidrogén-peroxid (H 2 O 2) | 100 ml | Oldjuk fel a citromsavat és a konyhasót 3%-os hidrogén-peroxid oldatban. | Alkatrészek elérhetősége, nagy maratási sebesség, biztonság | Nincs tárolva |
| Citromsav (C 6 H 8 O 7) | 30 g | ||||
| Asztali só (NaCl) | 5 g | ||||
| Vas-klorid vizes oldata | Víz (H2O) | 300 ml | Oldja fel a vas-kloridot meleg vízben | Megfelelő maratási sebesség, újrafelhasználható | A vas-klorid alacsony elérhetősége |
| Vas-klorid (FeCl 3) | 100 g | Hidrogén-peroxid plusz sósav | Hidrogén-peroxid (H 2 O 2) | 200 ml | Öntsön 10%-os sósavat 3%-os hidrogén-peroxid oldatba. | Magas maratási sebesség, újrafelhasználható | Nagy odafigyelést igényel |
| Sósav (HCl) | 200 ml | ||||
| Réz-szulfát vizes oldata | Víz (H2O) | 500 ml | Oldja fel a konyhasót forró vízben (50-80°C), majd a réz-szulfátot | Alkatrészek elérhetősége | A réz-szulfát toxicitása és a lassú marás, akár 4 óra |
| Réz-szulfát (CuSO 4) | 50 g | ||||
| Asztali só (NaCl) | 100 g | ||||
Nyomtatott áramköri lapok bemarása fém edények nem megengedettek. Ehhez üvegből, kerámiából vagy műanyagból készült tartályt kell használnia. Az elhasznált maratóoldat a csatornarendszerbe dobható.
Hidrogén-peroxid és citromsav maratási oldata
A hidrogén-peroxid alapú, benne oldott citromsav oldat a legbiztonságosabb, legolcsóbb és leggyorsabban működő. A felsorolt megoldások közül minden szempont szerint ez a legjobb.

A hidrogén-peroxid bármely gyógyszertárban megvásárolható. 3%-os folyékony oldat vagy hidroperit tabletta formájában értékesítik. Ahhoz, hogy a hidroperitből folyékony 3% -os hidrogén-peroxid oldatot kapjon, fel kell oldania 6, 1,5 gramm tömegű tablettát 100 ml vízben.
A kristályok formájában lévő citromsavat bármely élelmiszerboltban értékesítik, 30 vagy 50 grammos zsákokba csomagolva. Az asztali só minden otthonban megtalálható. 100 ml maratóoldat elegendő a 35 mikron vastag rézfólia eltávolításához egy 100 cm 2 területű nyomtatott áramköri lapról. A felhasznált oldatot nem tárolják és nem lehet újra felhasználni. A citromsav egyébként helyettesíthető ecetsavval, de a szúrós szaga miatt a szabadban kell maratni a nyomtatott áramköri lapot.
Vas-klorid pácoló oldat
A második legnépszerűbb maratóoldat a vas-klorid vizes oldata. Korábban ez volt a legnépszerűbb, mivel a vas-kloridot bármely ipari vállalkozásban könnyű volt beszerezni.

A maratóoldat nem igényes a hőmérsékletre, elég gyorsan mar, de a maratási sebesség az oldatban lévő vas-klorid elfogyásával csökken.

A vas-klorid nagyon higroszkópos, ezért gyorsan felszívja a vizet a levegőből. Ennek eredményeként sárga folyadék jelenik meg az edény alján. Ez nem befolyásolja az alkatrész minőségét, és az ilyen vas-klorid alkalmas maratási oldat készítésére.
Ha a használt vas(III)-klorid oldatot légmentesen záródó edényben tároljuk, sokszor újra felhasználható. A regeneráció függvényében csak öntsön vasszögeket az oldatba (azonnal laza rézréteggel borítják őket). Ha bármilyen felületre kerül, nehezen eltávolítható sárga foltokat hagy maga után. Jelenleg a vas(III)-klorid-oldatot ritkábban használják nyomtatott áramköri lapok gyártásához magas költsége miatt.
Hidrogén-peroxid és sósav alapú maratóoldat
Kiváló maratási megoldás, nagy maratási sebességet biztosít. A sósavat erőteljes keverés közben vékony sugárban 3%-os vizes hidrogén-peroxid-oldatba öntjük. Hidrogén-peroxidot savba önteni elfogadhatatlan! Ám a maratóoldatban sósav jelenléte miatt a tábla maratásakor nagy körültekintéssel kell eljárni, mivel az oldat korrodálja a kézbőrt, és mindent elront, amivel érintkezik. Emiatt nem ajánlott sósavas maratóoldatot otthon használni.
Réz-szulfát alapú maratóoldat
A nyomtatott áramköri lapok réz-szulfátos gyártási módszerét általában akkor alkalmazzák, ha más alkatrészeken alapuló maratási megoldásokat nem lehet előállítani azok hozzáférhetetlensége miatt. A réz-szulfát peszticid, és széles körben használják a mezőgazdaságban a kártevők elleni küzdelemben. Ezen kívül a nyomtatott áramköri lap maratási ideje akár 4 óra, miközben az oldat hőmérsékletét 50-80°C-on kell tartani, és biztosítani kell az oldat állandó változását a maratandó felületen.
PCB maratási technológia
A tábla maratásához a fenti maratási megoldások bármelyikében üveg-, kerámia- vagy műanyag edények, például tejtermékekből készült edények alkalmasak. Ha nincs kéznél megfelelő méretű edény, bármelyik vastag papírból vagy kartonból készült, megfelelő méretű dobozt előveheti, és a belsejét kibélelheti műanyag fóliával. A tartályba maratási oldatot öntünk, és a felületére óvatosan, mintával lefelé nyomtatott áramköri lapot helyezünk. A folyadék felületi feszültségének és könnyű súlyának köszönhetően a tábla lebegni fog.

A kényelem kedvéért pillanatragasztóval egy műanyag palackkupakot ragaszthat a tábla közepére. A parafa egyszerre fogantyúként és úszóként is szolgál. De fennáll annak a veszélye, hogy légbuborékok képződnek a táblán, és ezeken a helyeken a réz nem maródik be.

A réz egyenletes maratásának biztosítása érdekében helyezze a nyomtatott áramköri lapot a tartály aljára úgy, hogy a minta felfelé nézzen, és rendszeresen rázza meg a tálcát a kezével. Egy idő után, a maratási megoldástól függően, réz nélküli területek kezdenek megjelenni, majd a réz teljesen feloldódik a nyomtatott áramköri lap teljes felületén.

Miután a réz teljesen feloldódott a maratóoldatban, a nyomtatott áramköri lapot eltávolítjuk a fürdőből, és folyó víz alatt alaposan lemossuk. A festéket acetonba áztatott ronggyal távolítjuk el a pályákról, a festéket pedig egy olyan oldószerrel átitatott ronggyal, amelyet a kívánt állag elérése érdekében a festékhez adtunk.
A nyomtatott áramköri kártya előkészítése rádióalkatrészek beszereléséhez
A következő lépés a nyomtatott áramköri kártya előkészítése a rádióelemek beépítéséhez. Miután eltávolította a festéket a tábláról, a pályákat körkörös mozdulatokkal finom csiszolópapírral kell csiszolni. Nem kell elragadtatni magát, mert a rézsín vékony és könnyen lecsiszolható. Elég néhány lépés a csiszolóanyaggal enyhe nyomással.

Ezután a nyomtatott áramköri lap áramvezető pályáit és érintkezőbetéteit alkohol-gyanta fluxussal vonják be, és lágyforraszanyaggal ónozzák eklektikus forrasztópáka segítségével. Annak elkerülése érdekében, hogy a nyomtatott áramköri lapon lévő lyukakat forraszanyag borítsa be, a forrasztópáka hegyére kell vinni belőle egy keveset.

A nyomtatott áramköri lap gyártása után már csak a rádió alkatrészeket kell behelyezni a kijelölt helyekre, és a vezetékeket a betétekre forrasztani. Forrasztás előtt az alkatrészek lábait alkohol-gyanta folyasztószerrel kell megnedvesíteni. Ha a rádióalkatrészek lábai hosszúak, akkor forrasztás előtt azokat oldalvágókkal le kell vágni a nyomtatott áramköri lap felülete felett 1-1,5 mm-es kiemelkedésre. Az alkatrészek beszerelése után el kell távolítania a maradék gyantát bármilyen oldószerrel - alkohollal, fehér alkohollal vagy acetonnal. Mindegyik sikeresen oldja a gyantát.

Ennek az egyszerű kapacitív relé áramkörnek a megvalósítása a nyomtatott áramköri kártya gyártásához szükséges sávok elrendezésétől a működő minta elkészítéséig nem tartott több mint öt óráig, sokkal kevesebbet, mint az oldal begépelése.
A különféle típusú nyomtatott áramköri lapokat összetettség és munkaigényes gyártás jellemzi. Korszerű gyártóberendezések használatát és személyzeti tapasztalatot igényelnek. A Telerem cég tapasztalt szakembergárdát alkalmaz, akik bármilyen problémát meg tudnak oldani, ezért garantáljuk a megrendelő minden igényét figyelembe véve bármilyen bonyolultságú, egyedi gyártású nyomtatott áramköri lapok magas színvonalú és időben történő legyártását. Nyomtatott áramköri lapot telefonon tudtok rendelni.
Nyomtatott áramköri lapok gyártási lehetőségei a Teleremnél
Cégünk olyan nyomtatott áramköri lapokat kínál Moszkvában, amelyek megfelelnek minden követelménynek és szabványnak. Nyomtatott áramköri lapgyártásunk főbb képességei a következők:
a rendelések legoptimálisabb átfutási ideje - akár 4 napon belül biztosítjuk a megrendelő számára a nyomtatott áramköri lapok próbatételét, amely lehetővé teszi az összes szükséges vizsgálat elvégzését egy teljes terméksorozat gyártásának megkezdése előtt. Ez a hatékonyság lehetővé teszi a legyártott táblák képességeinek a lehető legrövidebb időn belüli megértését, annak értékelését, hogy alkalmasak-e a rábízott feladatok ellátására, és a termékek folyamatosan kiváló minőségének megőrzése mellett döntést hozni a termékek tömeggyártásáról;
A nyomtatott áramköri lapok gyártását terméksorozatban legfeljebb 30 napon belül végzik, és lehetővé teszi a gyártási költségek csökkentését nagy tétel rendelése esetén, valamint a gyártási idő és a kiváló minőségű termékek arányának fenntartását. Bármilyen formátumú és volumenű megrendeléseket elfogadunk;
Ezen kívül megrendelhető alumínium nyomtatott áramköri lapok. Olyan elemekben használják őket, amelyek nagy hőelvezetést igényelnek. A valamivel magasabb költség ellenére a cégünknél megvásárolható alumínium nyomtatott áramköri lapok teljesen kivitelezhetőnek bizonyulnak.
A kapcsolattartó telefonszámon felveheti a kapcsolatot munkatársainkkal, műszaki specifikációkkal látja el őket, és megrendelheti a nyomtatott áramköri lapot Oroszországban kiváló minőségben és a legkedvezőbb áron. Korszerű berendezések, saját gyártósorunk és szakképzett munkatársaink garantálják a minőségi nyomtatott áramköri lapok elkészítését a legkülönbözőbb feladatokhoz.
A nyomtatott áramköri lap egy dielektromos lemez, amelynek felületére vezető pályákat helyeznek el, és előkészítik az elektronikus alkatrészek felszerelésére szolgáló helyeket. Az elektromos rádió alkatrészeket általában forrasztással szerelik fel a táblára.
PCB eszköz
A tábla elektromosan vezető pályái fóliából készülnek. A vezetékek vastagsága általában 18 vagy 35 mikron, ritkábban 70, 105, 140 mikron. A táblán lyukak és érintkezőbetétek vannak a rádióelemek felszereléséhez.
Külön lyukakat használnak a tábla különböző oldalain található vezetékek csatlakoztatására. A tábla külső oldalain speciális védőbevonat és jelölések találhatók.
A nyomtatott áramköri lap létrehozásának szakaszai
A rádióamatőr gyakorlatban gyakran kell foglalkozni különféle elektronikai eszközök fejlesztésével, létrehozásával és gyártásával. Sőt, bármilyen eszköz ráépíthető nyomtatott áramköri lapra vagy normál lapra felületi szereléssel. A PCB sokkal jobban működik, megbízhatóbb és vonzóbb. Létrehozása számos művelet végrehajtását foglalja magában:
Az elrendezés elkészítése;
Rajzolás textolitra;
Rézkarc;
Bádogozás;
Rádióelemek szerelése.

A nyomtatott áramköri lapok gyártása összetett, munkaigényes és érdekes folyamat.
Elrendezés kidolgozása és elkészítése
A táblarajzolás történhet manuálisan vagy számítógépen valamelyik speciális program segítségével.
A legjobb, ha kézzel rajzolja meg a táblát felvevőpapírra 1:1 méretarányban. A grafikus papír is megfelelő. A beszerelt elektronikus alkatrészeket tükörképben kell megjeleníteni. A tábla egyik oldalán lévő sávok folytonos vonalak, a másik oldalon szaggatott vonalakként jelennek meg. A pontok a rádióelemek rögzítésének helyeit jelölik. Ezek köré a forrasztási területeket rajzolják. Minden rajz általában rajztábla segítségével készül. Általában az egyszerű rajzokat kézzel készítik, a bonyolultabb nyomtatott áramköri terveket speciális alkalmazásokban számítógépen fejlesztik ki.

Leggyakrabban egy Sprint Layout nevű egyszerű programot használnak. Nyomtatásra csak lézernyomtató alkalmas. A papírnak fényesnek kell lennie. A lényeg, hogy a festék ne eszik bele, hanem a tetején maradjon. A nyomtatót úgy kell beállítani, hogy a rajzon a festék vastagsága maximális legyen.
A nyomtatott áramköri lapok ipari gyártása az eszköz kapcsolási rajzának számítógéppel segített tervezőrendszerbe történő beírásával kezdődik, amely elkészíti a leendő kártya rajzát.
A munkadarab előkészítése és lyukak fúrása
Először is le kell vágnia egy darab PCB-t a megadott méretekkel. Reszeljük le a széleket. Rögzítse a rajzot a táblához. Készítse elő a szerszámot a fúráshoz. Fúrjon közvetlenül a rajz szerint. A fúrófejnek jó minőségűnek kell lennie, és meg kell egyeznie a legkisebb furat átmérőjével. Ha lehetséges, használjon fúrógépet.

Az összes szükséges lyuk elkészítése után távolítsa el a rajzot, és fúrjon ki minden furatot a megadott átmérőig. Tisztítsa meg a tábla felületét finom csiszolópapírral. Erre azért van szükség, hogy megszüntessük a sorját, és javítsuk a festék tapadását a táblához. A zsírnyomok eltávolításához kezelje a táblát alkohollal.
Rajz üvegszálas laminátumra
A táblarajz manuálisan vagy a számos technológia valamelyikével alkalmazható a PCB-re. A lézeres vasalás technológia a legnépszerűbb.
A kézi rajz a furatok körüli rögzítési területek megjelölésével kezdődik. Rajztoll vagy gyufa segítségével alkalmazzák őket. A furatok a rajznak megfelelően sínekkel vannak összekötve. Jobb nitrofestékkel rajzolni, amelyben a gyanta fel van oldva. Ez a megoldás erős tapadást biztosít a táblához, és jó ellenállást biztosít a magas hőmérsékletű maratással szemben. Festékként az aszfalt-bitumen lakk használható.
A nyomtatott áramköri lapok lézervas-technológiával történő gyártása jó eredményeket ad. Fontos, hogy minden műveletet megfelelően és körültekintően hajtson végre. A zsírtalanított táblát sima felületre kell helyezni rézzel felfelé. Óvatosan helyezze a mintát a tetejére a festékkel lefelé. Ezenkívül adjon hozzá még néhány papírlapot. A kapott szerkezetet forró vasalóval vasaljuk körülbelül 30-40 másodpercig. Hőmérséklet hatására a festéknek szilárd halmazállapotból viszkózussá kell válnia, de nem folyékony állapotba. Hagyja kihűlni a táblát, és tegye meleg vízbe néhány percre.

A papír ernyedt lesz és könnyen leszakad. Gondosan meg kell vizsgálnia a kapott rajzot. A különálló sávok hiánya azt jelzi, hogy a vasaló hőmérséklete nem megfelelő, széles sávokat kapunk, ha a vasaló túl forró, vagy a deszkát túl hosszú ideig melegítik.
Az apróbb hibákat markerrel, festékkel vagy körömlakkal lehet javítani. Ha nem tetszik a munkadarab, akkor mindent le kell mosni egy oldószerrel, tisztítsa meg csiszolópapírral, és ismételje meg a folyamatot.
Rézkarc
Egy zsírmentes nyomtatott áramköri lapot helyezünk egy műanyag tartályba az oldattal. Otthon általában vas-kloridot használnak oldatként. A vele együtt lévő fürdőt rendszeresen meg kell ringatni. 25-30 perc elteltével a réz teljesen feloldódik. A maratást felmelegített vas-klorid-oldattal lehet felgyorsítani. A folyamat végén a nyomtatott áramköri lapot eltávolítjuk a fürdőből, és vízzel alaposan lemossuk. Ezután a festéket eltávolítják a vezetőpályákról.
Bádogozás
Az ónozásnak számos módja van. Van egy előkészített nyomtatott áramkörünk. Otthon általában nincsenek speciális eszközök és ötvözetek. Ezért egyszerű, megbízható módszert alkalmaznak. A táblát folyasztószerrel vonják be, és normál forrasztópákával ónozzák rézfonattal.
Rádióelemek szerelése
A végső szakaszban a rádió alkatrészeket egyenként helyezik be a nekik szánt helyekre és forrasztják. Forrasztás előtt az alkatrészek lábait folyasztószerrel kell kezelni, és szükség esetén le kell rövidíteni.

A forrasztópákát óvatosan kell használni: túlmelegedés esetén a rézfólia leválhat, és a nyomtatott áramköri lap megsérülhet. Távolítsa el a maradék gyantát alkohollal vagy acetonnal. A kész tábla lakkozható.
Ipari fejlődés
Otthon lehetetlen nyomtatott áramköri lapot tervezni és gyártani csúcskategóriás berendezésekhez. Például a High-End berendezések erősítőjének nyomtatott áramköri lapja többrétegű, a rézvezetők arannyal és palládiummal vannak bevonva, a vezető pályák különböző vastagságúak stb. Ezt a technológiai szintet még egy ipari vállalkozásban sem könnyű elérni. Ezért bizonyos esetekben tanácsos egy kész, kiváló minőségű táblát vásárolni, vagy megrendelni a saját séma szerinti munka elvégzésére. Jelenleg a nyomtatott áramköri lapok gyártása számos hazai és külföldi vállalkozásnál meghonosodott.
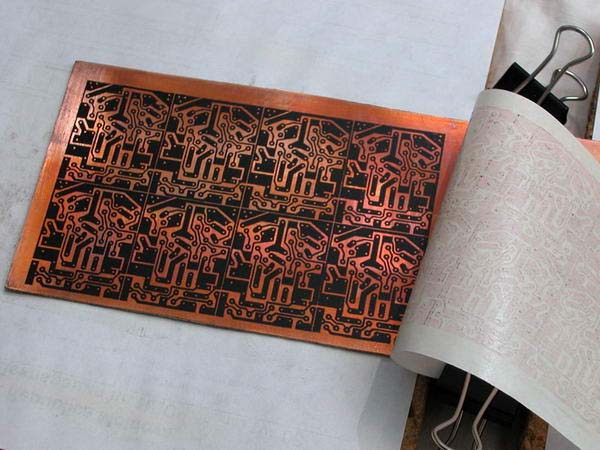
Nem tudom, ti hogy vagytok vele, de hevesen utálom a klasszikus áramköri lapokat. A beépítés egy ilyen baromság, lyukakkal, ahova be lehet rakni alkatrészeket és forrasztani, ahol minden csatlakozás vezetékeken keresztül történik. Egyszerűnek tűnik, de akkora káosznak bizonyul, hogy bármit is megérteni benne, nagyon problémás. Ezért vannak hibák és égett részek, érthetetlen hibák. Hát csessze meg. Csak rontsa el az idegeit. Sokkal egyszerűbb, ha megrajzolok egy áramkört a kedvencemben, és azonnal rámaratlak nyomtatott áramköri lapra. Használata lézer-vas módszer körülbelül másfél óra könnyű munka alatt minden kijön. És természetesen ez a módszer kiválóan alkalmas a végső készülék elkészítésére, mivel az ezzel a módszerrel előállított nyomtatott áramköri lapok minősége nagyon magas. És mivel ez a módszer nagyon nehéz a tapasztalatlanok számára, szívesen megosztom a bevált technológiámat, amely lehetővé teszi a nyomtatott áramköri lapok első alkalommal és minden stressz nélkül történő beszerzését. 0,3 mm-es sínekkel és 0,2 mm-es hézaggal közöttük. Példaként készítek egy fejlesztői táblát a vezérlő oktatóanyagához AVR. Az elvet a bejegyzésben találja meg, ill
Az alaplapon van egy demo áramkör, valamint egy csomó réz patch, amelyeket szintén ki lehet fúrni és az Ön igényei szerint használhatunk, mint egy normál áramköri lapot.
▌Technológia kiváló minőségű nyomtatott áramköri lapok otthoni gyártásához.
A nyomtatott áramköri lapok gyártási eljárásának lényege, hogy a fóliával bevont PCB-re védőmintát visznek fel, amely megakadályozza a réz maratását. Ennek eredményeként a maratás után a vezetők nyomai maradnak a táblán. A védőminták alkalmazásának számos módja van. Korábban üvegcső segítségével nitrofestékkel festették, majd vízálló jelölőkkel kezdték felhordani, vagy akár szalagból kivágva a táblára ragasztották. Amatőr használatra is elérhető fotoreziszt, amelyet a táblára helyeznek, majd megvilágítanak. A kitett területek lúgban oldódnak és lemosódnak. De a könnyű használat, az olcsóság és a gyártás sebessége szempontjából mindezek a módszerek sokkal gyengébbek lézer-vas módszer(További LUT).
A LUT módszer azon alapul, hogy a toner védőmintázatot képez, amely melegítéssel kerül a PCB-re.
Lézernyomtatóra tehát szükségünk lesz, hiszen ma már nem ritkaság. nyomtatót használok Samsung ML1520 eredeti patronnal. Az újratöltött kazetták rendkívül rosszul illeszkednek, mivel hiányzik belőlük a sűrűség és a festékadagolás egyenletessége. A nyomtatási tulajdonságokban be kell állítania a maximális festéksűrűséget és kontrasztot, valamint minden megtakarítási módot le kell tiltani – ez nem így van.
▌Eszközök és anyagok
A fóliás NYÁK mellett szükségünk van még lézernyomtatóra, vasalóra, fotópapírra, acetonra, finom csiszolópapírra, fém-műanyag sörtéjű velúr ecsettel,
▌Folyamat
Ezután bármilyen számunkra kényelmes szoftverben rajzolunk egy rajzot a tábláról, és kinyomtatjuk. Sprint elrendezés. Egyszerű rajzeszköz áramköri lapokhoz. A normál nyomtatáshoz a bal oldali rétegszíneket feketére kell állítania. Ellenkező esetben szemétnek bizonyul.

Nyomtatás, két példányban. Soha nem tudhatod, talán elcsesztünk egyet.
Ebben rejlik a technológia fő finomsága LUT ami miatt sokaknak problémái vannak a jó minőségű táblák kiadásával, és feladják ezt az üzletet. Számos kísérlet során kiderült, hogy a legjobb eredményt akkor éri el, ha fényes fotópapírra nyomtat tintasugaras nyomtatókhoz. A fotópapírt ideálisnak mondanám LOMOND 120g/m2

Olcsó, mindenhol kapható, és ami a legfontosabb, kiváló és megismételhető eredményt ad, fényes rétege pedig nem tapad a nyomtató tűzhelyére. Ez nagyon fontos, mert hallottam olyan esetekről, amikor fényes papírral szennyezték be a nyomtató sütőjét.
Betöltjük a papírt a nyomtatóba és magabiztosan nyomtatunk a fényes oldalon. Tükörképben kell nyomtatnia, hogy az átvitel után a kép megfeleljen a valóságnak. Nem tudom megszámolni, hányszor hibáztam és hibás nyomatokat készítettem :) Ezért először jobb, ha sima papírra nyomtatunk teszt céljából, és ellenőrizzük, hogy minden rendben van-e. Ezzel egyidejűleg felmelegíti a nyomtató sütőjét.

A kép kinyomtatása után semmi esetre sem Ne fogja meg a kezével, és lehetőleg tartsa távol a portól. Hogy semmi ne zavarja a festék és a réz érintkezését. Ezután pontosan a kontúr mentén vágjuk ki a táblamintát. Tartalékok nélkül – kemény a papír, szóval minden rendben lesz.
Most foglalkozzunk a textolittal. Azonnal kivágjuk a kívánt méretű darabot, tűrés és ráhagyás nélkül. Amennyire kell.

Alaposan le kell csiszolni. Óvatosan próbálja meg eltávolítani az összes oxidot, lehetőleg körkörös mozdulatokkal. Egy kis érdesség nem árt – a festék jobban tapad. Nem csiszolópapírt, hanem „hatású” csiszolószivacsot vehet. Csak újat kell venni, nem zsírosat.

Jobb, ha a legkisebb bőrt választja. nekem ez van.

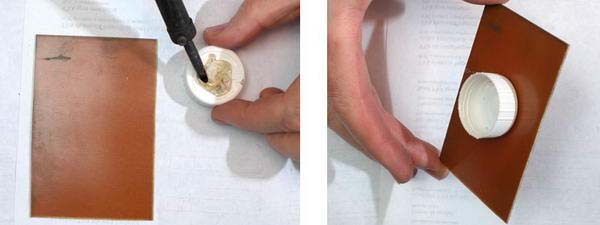
Csiszolás után alaposan zsírtalanítani kell. Általában a feleségem vattakorongját használom, és miután alaposan megnedvesítettem acetonnal, alaposan körbejárom az egész felületet. Ismétlem, zsírtalanítás után soha ne fogd meg az ujjaddal.

A rajzunkat a táblára tesszük, természetesen a festékkel lefelé. Bemelegítés maximumra vasaljuk, tartsa az ujjával a papírt, erősen nyomja meg és vasalja ki az egyik felét. A festéknek a rézhez kell tapadnia.

Ezután anélkül, hogy a papír elmozdulna, vasalja le a teljes felületet. Minden erőnkkel nyomjuk, polírozzuk, vasaljuk a deszkát. Próbálj meg egyetlen millimétert sem kihagyni a felületből. Ez a legfontosabb művelet, ettől függ az egész tábla minősége. Ne féljen a lehető legerősebben megnyomni, mert a festék nem úszik le vagy kenődik el, mivel a fotópapír vastag, és tökéletesen védi a szétszóródástól.
Addig vasaljuk, amíg a papír megsárgul. Ez azonban a vas hőmérsékletétől függ. Az új vasalóm alig sárgul, a régi viszont majdnem elszenesedett - az eredmény mindenhol egyformán jó volt.

Utána hagyhatod kicsit kihűlni a táblát. Aztán csipesszel megfogva víz alá tesszük. És egy ideig a vízben tartjuk, általában körülbelül két-három percig.
Egy velúr ecsetet véve erős vízsugár alatt elkezdjük hevesen felemelni a papír külső felületét. Többszöri karcolással kell lefednünk, hogy a víz mélyen behatoljon a papírba. Cselekedeteinek megerősítéseként a rajz vastag papíron jelenik meg.

Ezzel az ecsettel addig ecsettel ecseteljük a deszkát, amíg el nem távolítjuk a felső réteget.

Amikor a teljes minta jól látható, fehér foltok nélkül, elkezdheti óvatosan tekerni a papírt a közepétől a szélekig. Papír Lomond Gyönyörűen kigördül, szinte azonnal 100%-os festéket és tiszta rezet hagy maga után.

Miután az egész mintát kigördítette az ujjaival, alaposan megdörzsölheti az egész táblát egy fogkefével, hogy eltávolítsa a megmaradt fényes réteget és a papírdarabkákat. Ne félj, a jól megfőtt festéket szinte lehetetlen eltávolítani egy fogkefével.

Letöröljük a deszkát és hagyjuk megszáradni. Amikor a festék megszárad és szürkévé válik, jól látható lesz, hol maradt a papír, és hol minden tiszta. A sávok közötti fehéres filmeket el kell távolítani. Megsemmisítheti őket tűvel, vagy dörzsölheti őket fogkefével folyó víz alatt. Általában hasznos ecsettel sétálni az ösvényeken. A fehéres fényűt szűk repedésekből elektromos szalaggal vagy maszkolószalaggal lehet kihúzni. Nem tapad olyan hevesen, mint általában, és nem húzza le a festéket. De a maradék fényesség nyom nélkül és azonnal lejön.

Erős lámpa fényében alaposan vizsgálja meg a festékrétegeket, hogy nem szakad-e el. Az a helyzet, hogy amikor lehűl, megrepedhet, akkor ezen a helyen egy keskeny repedés marad. A lámpa fénye alatt szikráznak a repedések. Ezeket a területeket egy állandó jelölővel kell megfesteni a CD-k számára. Még ha csak gyanú van is, akkor is jobb átfesteni. Ugyanez a jelölő használható rossz minőségű útvonalak kitöltésére is, ha vannak ilyenek. Markert ajánlok Centropen 2846- vastag festékréteget ad, sőt, hülyén lehet vele utakat festeni.
Ha kész a tábla, öntözheti a vas-klorid oldatot.

Technikai kitérő, ha akarod, kihagyhatod.
Általában sok mindent megmérgezhetsz. Egyes mérgek réz-szulfátban, mások savas oldatokban, én pedig vas-kloridban. Mert Bármely rádióüzletben kapható, gyorsan és tisztán ad.
De a vas-kloridnak van egy szörnyű hátránya - egyszerűen beszennyeződik. Ha ruhára vagy bármilyen porózus felületre, például fára vagy papírra kerül, életre szóló folt lesz. Tehát tegye a Dolce Habana pulóvereket vagy Gucci filccsizmákat a széfbe, és tekerje be három tekercs szalaggal. A vas-klorid a legkegyetlenebb módon is elpusztítja szinte az összes fémet. Az alumínium és a réz különösen gyors. Tehát a maratáshoz használt eszközöknek üvegnek vagy műanyagnak kell lenniük.
dobok 250 gramm vas-klorid csomag liter vízben. A kapott oldattal pedig több tucat táblát marok, amíg a marás leáll.
A port vízbe kell önteni. És ügyeljen arra, hogy a víz ne melegedjen túl, különben a reakció nagy mennyiségű hőt szabadít fel.
Amikor az összes por feloldódott, és az oldat egységes színt kapott, bedobhatja a táblát. Kívánatos, hogy a tábla a felületen lebegjen, réz oldalával lefelé. Ekkor az üledék a tartály aljára hullik anélkül, hogy megzavarná a mélyebb rézrétegek maratását.
A deszka lesüllyedésének megakadályozása érdekében kétoldalas ragasztószalaggal ragaszthat rá egy darab habszivacsot. Pontosan ezt tettem. Nagyon kényelmesnek bizonyult. A csavart a kényelem kedvéért becsavartam, hogy fogantyúként tudjam tartani.
Jobb, ha a táblát többször belemártjuk az oldatba, és nem laposan, hanem ferdén engedjük le, hogy ne maradjanak légbuborékok a réz felületén, különben dugulások keletkeznek. Időnként el kell távolítania az oldatból, és figyelemmel kell kísérnie a folyamatot. Átlagosan egy tábla maratása tíz perctől egy óráig tart. Minden az oldat hőmérsékletétől, erősségétől és frissességétől függ.
A maratási folyamat nagyon élesen felgyorsul, ha leengedi a tömlőt az akváriumi kompresszorból a tábla alá, és kiengedi a buborékokat. A buborékok összekeverik az oldatot, és óvatosan kiütik a reagált rezet a tábláról. A deszkát vagy az edényt is felrázhatod, a lényeg, hogy ne öntsd ki, különben később nem tudod lemosni.
Amikor az összes rezet eltávolította, óvatosan távolítsa el a táblát, és öblítse le folyó víz alatt. Aztán nézzük a tisztást, hogy ne legyen sehol se takony, se laza fű. Ha van takony, akkor további tíz percig dobja az oldatba. Ha a sávok maratottak vagy eltörik, az azt jelenti, hogy a festék ferde, és ezeket a helyeket rézhuzallal kell forrasztani.

Ha minden rendben van, akkor lemoshatja a festéket. Ehhez acetonra van szükségünk – a kábítószer-fogyasztók igaz barátjára. Bár most már egyre nehezebb acetont vásárolni, mert... Az állami kábítószer-ellenőrző hivatal egy idióta úgy döntött, hogy az aceton kábítószerek előállításához használt anyag, ezért szabad árusítását meg kell tiltani. Aceton helyett jól működik 646 oldószer.

Vegyünk egy darab kötést, és alaposan nedvesítsük meg acetonnal, és kezdjük el lemosni a festéket. Nem kell erősen nyomkodni, a lényeg, hogy ne vacakoljunk túl gyorsan, hogy az oldószernek ideje legyen beszívódni a festék pórusaiba, belülről korrodálva azt. Körülbelül két-három percet vesz igénybe a festék lemosása. Ezalatt még a mennyezet alatti zöld kutyáknak sem lesz idejük megjelenni, de akkor sem árt kinyitni az ablakot.
A megtisztított tábla fúrható. Ezekre a célokra hosszú évek óta magnómotort használok, amely 12 V-ról működik. Ez egy szörnyeteg gép, bár élettartama körülbelül 2000 lyukig tart, utána a kefék teljesen kiégnek. A stabilizáló áramkört is ki kell tépni belőle úgy, hogy a vezetékeket közvetlenül a kefékhez forrasztja.

Fúráskor meg kell próbálni a fúrót szigorúan merőlegesen tartani. Ellenkező esetben mikroáramkört helyez be. A kétoldalas tábláknál pedig ez az elv alapvetővé válik.

A kétoldalas tábla gyártása ugyanúgy történik, csak itt három referenciafurat készül, a lehető legkisebb átmérővel. És az egyik oldal maratása után (ebben az időben a másik szalaggal le van zárva, hogy ne maródjon le), a második oldalt ezeken a lyukak mentén igazítjuk és hengereljük. Az elsőt szalaggal szorosan lezárjuk, a másodikat pedig maratjuk.
Az elülső oldalon ugyanazt a LUT-módszert használhatja a rádióalkatrészek jelölésére a szépség és a könnyű telepítés érdekében. Én azonban nem zavarok annyira, de elvtárs Woodocat az LJ közösségből ru_radio_electr Mindig ezt csinálja, amit nagyon tisztelek!
Hamarosan valószínűleg én is publikálok egy cikket a fotorezisztről. A módszer bonyolultabb, de ugyanakkor szórakoztatóbb is – szeretek trükközni a reagensekkel. Bár a táblák 90%-át továbbra is LUT-val készítem.
Egyébként a lézervasalásos módszerrel készült deszkák pontosságáról és minőségéről. Vezérlő P89LPC936 abban az esetben TSSOP28. A sínek távolsága 0,3 mm, a sínek szélessége 0,3 mm.

Ellenállások a felső méretű lapon 1206 . Milyen érzés?
Házi készítésű nyomtatott áramköri lap
Hogyan készítsünk otthon nyomtatott áramköri lapot lézervas-technológiával. Ez a festéknek a papírról a leendő nyomtatott áramköri lap fémezési felületére történő hőátvitelére vonatkozik.
Sokszor próbálkoztam lézervas technológiával nyomtatott áramköri lapot készíteni, de soha nem sikerült megbízható, könnyen megismételhető eredményre. Ezenkívül deszka készítésekor a párnákba 0,5 mm-nél nem nagyobb lyukakat kell maratni. Ezt követően fúráskor használom őket egy 0,75 mm átmérőjű fúró központosítására.
A hiba a sávok szélességének eltolódásában vagy változásában, valamint a papír eltávolítása után a rézfólián maradó festék egyenlőtlen vastagságában nyilvánul meg. Ezenkívül a papír maratás előtti eltávolításakor problémás a toner minden lyukának megtisztítása a cellulózmaradványoktól. Ennek eredményeként egy nyomtatott áramköri lap maratásakor további nehézségek merülnek fel, amelyeket csak az ellenkezője elkerülhetett. http://oldoctober.com/ru/
Feltételezem, hogy a házasság oka a következő.
A papír magas hőmérsékletre hevítve meghajlít. Míg a fólia üvegszál hőmérséklete mindig valamivel alacsonyabb. A festék részben hozzátapad a fóliához, de a papír oldalán megolvad. Ha meghajlik, a papír elmozdul, és megváltoztatja a vezetők eredeti alakját.
Már az elején szeretném figyelmeztetni, hogy a technológia nem mentes bizonyos hátrányoktól.
Az első a hőátvitelhez szükséges speciális papír hiánya, helyette azt javaslom, válasszon megfelelő papírt az öntapadó címkékhez. Sajnos nem minden papír alkalmas. Olyat kell választani, aminek a címkéi sűrűbbek, és a hátlapja jó, sima felületű.
A második hátrány, hogy a nyomtatott áramköri lap méretét korlátozza a vasalótalp mérete. Ráadásul nem minden vasaló képes elég egyenletesen melegíteni a fólia üvegszálas laminátumot, ezért érdemesebb a legmasszívabbat választani.
Mindezen hiányosságok ellenére azonban az alábbiakban ismertetett technológia lehetővé tette számomra, hogy kisüzemi gyártásban stabil, könnyen megismételhető eredményt kapjak.
A hagyományos eljárás változásának lényege, hogy a tonerrel nem a papírt, hanem magát a fóliaüvegszálat javasolják melegíteni.
A fő előnye, hogy ezzel a módszerrel könnyen szabályozható a hőmérséklet a festékolvadási zónában. Ezenkívül a gumihenger lehetővé teszi a nyomás egyenletes elosztását és megakadályozza a festék összenyomódását.(Mindenhol a fólia üvegszálról írok, mivel más anyagokat nem teszteltem).
A technológia egyformán jól alkalmazható különböző vastagságú fólia üvegszálas laminátumokhoz, de érdemesebb egy milliméternél nem vastagabb anyagot használni, mivel ollóval könnyen vágható.
Tehát veszünk egy darabot a legkopottabb fólia üvegszálas laminátumból, és csiszolópapírral megdolgozzuk. Ne használjon túl nagy csiszolópapírt, mert az károsíthatja a későbbi nyomokat. Azonban nem kell csiszolnia, ha van egy darab új üvegszála. A rézfelületet minden esetben alaposan meg kell tisztítani és zsírtalanítani kell.

Stencil készítése hőátvitelhez. Ehhez levágjuk a szükséges darabot a címkék számára készült papírlapról, és magukat a címkéket leválasztjuk a hátlapról. Hagyjon egy darab címkét a lap elején, nehogy a hátlap beragadjon a nyomtató mechanizmusába.
Ne érintse meg kézzel a hordozó azon területeit, ahol a festéket később felvisszük.

Ha a fólia üvegszálas laminátum vastagsága egy milliméter vagy kisebb, akkor az egyes táblák élei közötti távolság 0,2 mm-re választható, ha nagyobb és fémfűrésszel vágja a munkadarabot, akkor 1,5 -2,0 mm, a penge vastagságától és a feldolgozási tűréstől függően.

Azt a festékréteget használom, amely alapértelmezés szerint telepítve van a nyomtató-illesztőprogramban, de a „B & W Halftones:” (F/W Féltónus) „Solid”-nak kell lennie. Más szóval, meg kell akadályoznia a raszter megjelenését. Lehet, hogy nem látja a sablonon, de befolyásolhatja a festék vastagságát.

A sablont egy fólia üvegszálra rögzítjük gemkapcsokkal. A stencil szabad szélére egy másik gemkapcsot rögzítünk, hogy ne érintkezzen a vasalóval.
A különböző márkájú festékek olvadáspontja körülbelül 160-180 C. Ezért a vasaló hőmérsékletének valamivel 10-20 C-kal magasabbnak kell lennie. Ha a vasaló nem melegszik fel 180 C-ra, akkor be kell állítania.

Melegítés előtt a vasaló talpát alaposan meg kell tisztítani a zsírtól és egyéb szennyeződésektől!
A vasalót 180-190 fokos hőmérsékletre melegítjük, és az ábra szerint szorosan a fóliaüvegszálhoz nyomjuk. Ha másképp helyezi el a vasalót, a deszka túlságosan egyenetlenül melegedhet fel, mivel általában a vasaló a széles részen 20-30 C-kal melegebb. Várj két percet.

Ezután távolítsa el a vasalót, és egy mozdulattal, a fényképek hengereléséhez használt gumihenger segítségével erőteljesen tekerje rá a sablont a fólia üvegszálra.
Ha a hengerlés során a festék összetörik, vagyis a nyomok oldalra mozdulnak, vagy megváltoztatják az alakjukat, akkor csökkentse a festék mennyiségét a nyomtató-illesztőprogramban.
Szükséges, hogy a görgő közepe mindig a tábla közepén mozogjon. A görgős fogantyút úgy kell tartani, hogy megakadályozza a fogantyú „körül” irányított erővektor megjelenését.

A sablont még néhányszor szorosan feltekerjük, és a tömeg egyenletes eloszlása érdekében többször összehajtogatott újságpapír lerakása után valami nehezével megnyomjuk a kapott „szendvicset”.
A sablont minden alkalommal ugyanabba az irányba kell tekerni. A henger mozogni kezd a sablon rögzítésének helyéről.

Körülbelül tíz perc múlva eltávolíthatja a prést és eltávolíthatja a sablont. Ez történt.

Most bármilyen módon fel kell ragasztani valamit a tábla hátoldalára, hogy később a maratás során megtarthassa ezt a táblát. (Én forró ragasztót használok.)
A táblát vas-klorid oldatban maratjuk.
Hogyan készítsük el az oldatot?
Ha egy üveg vas(III)-kloridot felbontják, akkor valószínűleg már van egy szuperkoncentrált oldat. Pácolóedénybe önthetjük, és kevés vizet öntünk hozzá.
Ha a vas-kloridot még nem fedte be vízzel, megteheti saját maga. Valószínűleg maguk a kristályok is kivehetők az edényből, de ehhez ne használjon örökölt ezüstöt.
Ne feledje, hogy a maratási folyamat nem fog működni erősen tömény oldatban, ezért ha már van ilyen oldat, hozzá kell adni egy kis vizet.
Edényként a legjobb vinil műanyag fotófürdőt használni, de bármilyen mást is használhatunk.
A képen látható, hogy a tábla felületi feszültsége miatt lebeg az oldat felületén. Ez a módszer azért jó, mert a maratási termékek nem maradnak meg a tábla felületén, hanem azonnal lesüllyednek a fürdő aljára.

A maratás legelején meg kell győződni arról, hogy nem maradtak légbuborékok a tábla alatt. A maratási folyamat során célszerű ellenőrizni, hogy a marattatás egyenletesen halad-e a tábla teljes felületén.
Ha heterogenitás van, akkor aktiválnia kell a folyamatot egy régi fogkefével vagy valami hasonlóval. De ezt óvatosan kell megtenni, hogy ne sértse meg a festékréteget.
Különös figyelmet kell fordítani az érintkezőbetétek lyukaira. Azok a területek, ahol a maratási folyamat nem indult el azonnal, világosabbak. Elvileg elég a teljes felületet és az összes lyukat elsötétíteni a folyamat legelején, és akkor a siker már előre eldöntött dolog.

Ha a tábla fő részét 15 perc alatt maratták, akkor ne növelje meg a teljes maratási időt kétszeresnél, azaz 30 percnél többet. A további maratás nemcsak a vezetékek szélességét csökkenti, hanem részben tönkreteheti a festéket is.
Általában minden 0,5 mm-es lyuk az érintkezőbetétekben kétszer annyi idő alatt van bevésve.
A motor egy kis excentert forgat, ami rezgéseket kelt az oldatban (nem szükséges, ha rendszeresen felemeli és mozgatja a táblát).
Mossa le a festéket acetonba mártott tamponnal.
Ez történt. A bal oldalon a tábla még mindig festékkel van borítva. A sínek szélessége 0,4 mm.


Most már eltávolíthatja a fúrás során a rézre képződött sorját. Ehhez először feltekerjük őket egy kényelmes tüskébe rögzített golyóscsapágy segítségével. Ebben az esetben jobb, ha a táblát kemény, sima felületre helyezi. Ezután finom csiszolópapírral távolítsa el az oxidot a réz felületéről, ha az már kialakult.

A munkadarabot ónozzuk, amihez először bevonjuk egy réteg folyósítószerrel.



Elmentem az irodaszer boltba és lefotóztam az öntapadós címkés csomagolást. Ez a papír nem alkalmas hőátvitelre. Bár ha nincs másik, akkor némi módosítás után ezt is használhatod.

A hőátvitelhez legkényelmesebbnek bizonyult papírt a finn Campas cég állította elő. És mivel a kis csomagoláson nincsenek azonosító jelek, nem valószínű, hogy tesztelés nélkül azonosítható.
























